tomakichiコラム
内径溝入れのコツ③
切削お役立ち情報 No.83
今回も内径溝入れの事例をご紹介致します。小物部品の加工になります。
SCM415材最小加工径Φ6.5㎜ 溝幅4.0㎜ 溝深さ0.5㎜の加工でイスカル製超硬バー使用。
2種類の超硬ホルダー使用し、下記の結果となりました。
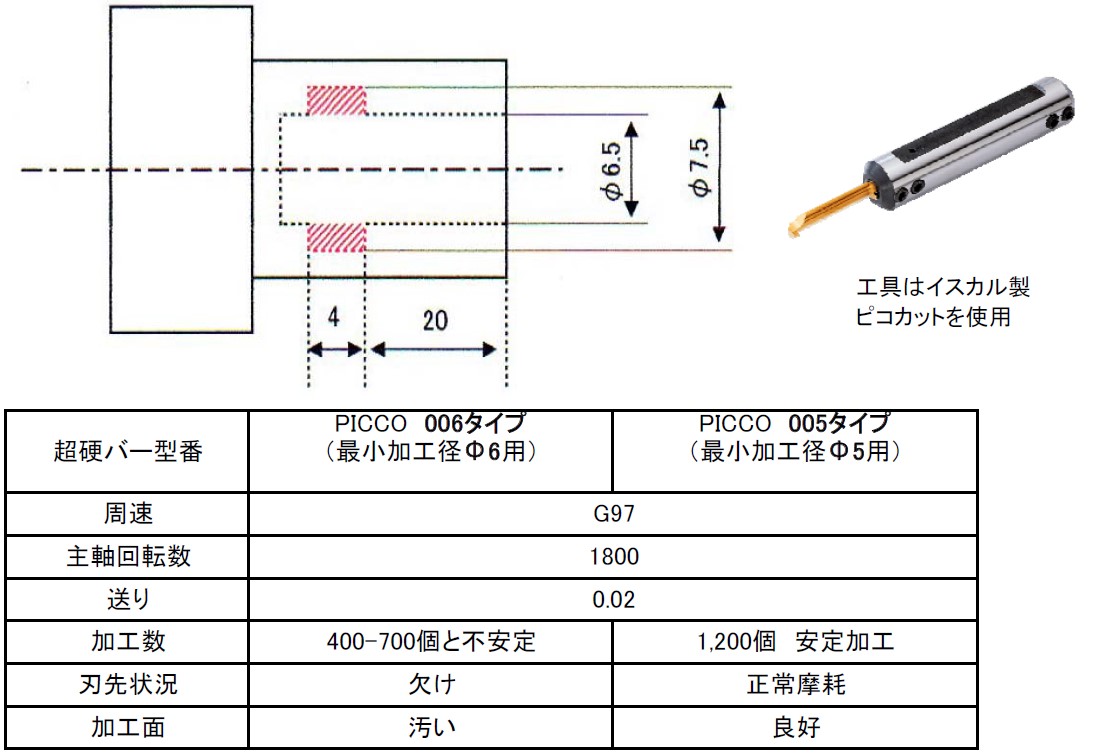
工具剛性よりも、切り屑排出スペース優先した方が結果が良かった事例です。
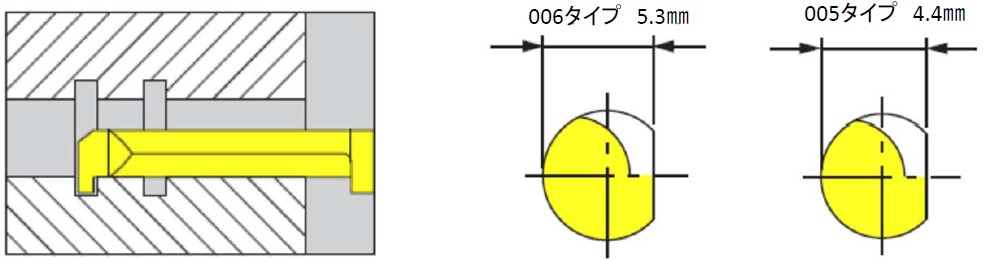
<切り屑排出スペースの比較>
006タイプの切り屑排出スペースは、0.6mm(6.5-5.3)÷2
005タイプの切り屑排出スペースは、1.05mm(6.5-4.4)÷2







切削お役立ち情報 No.132 今回も内径溝入れ時のビビり対策となります。
切削お役立ち情報 No.131 今回は内径溝⼊れ時のビビり対策となります。実際の加⼯事例が下記になります。
切削お役立ち情報 No.130 エンドミルの刃先には、刃先を強化する為にホーニングR(刃殺し)を施しています。 ホーニングRが0.1の場合、⼀刃の送り量を0.1㎜以上にする必要があります。 そうしない…
切削お役立ち情報 No.129 今回も前⽉の補⾜です。肩削り加⼯でのビビり改善の⽅法です。 不等ピッチの⼯具を使⽤するのも⼀つの⽅法となります。 吊り橋では、等間隔で渡ると振動が収まらず、共振が⼤きく…
切削お役立ち情報 No.128 今回は、前⽉の補⾜です。肩削り加⼯でのビビり改善の⽅法です。 切削抵抗を減らす為には、⼯具径を⼩さくするのも⼀つの⽅法となります。 ⼩径⼯具は、刃先とワークの接触⻑さが…
切削お役立ち情報 No.127 今回も前⽉の補⾜です。肩削り加⼯でのビビり改善となります。 前回は⼯具形状でのビビり改善⽅法でしたが、今回はツールパスでのビビり改善⽅法となります。 <ロールイン加⼯……
切削お役立ち情報 No.126 今回は前⽉の補⾜です。突き出しが⻑い際の肩削り加⼯での事例紹介となります。 撓みを抑制し、ビビリを軽減するために、切削抵抗を⼩さく(下図のPを⼩さく)する セレーション…
切削お役立ち情報 No.125 今回は、突き出しが⻑い際の肩削り加⼯のビビりを抑制する⽅法になります。 撓みの抑制がポイントです。 <原因> 突出し量を⻑くすると、切削抵抗による撓みが発⽣…

「日程の調整が難しい…」「来るのはちょっと…」というお客様もご安心ください!
tomakichiでは、zoomやGoogle MEETを用いた、オンライン相談も承っております!
※他のWeb会議システムにも対応可能です。
ご希望の方は、上記お問い合わせフォームの「オンライン商談を希望」にチェックを入れてください
