tomakichiコラム
tomakichiコラム
ミーリング加工について㉝
2025.03.06
技術
切削お役立ち情報 No.130
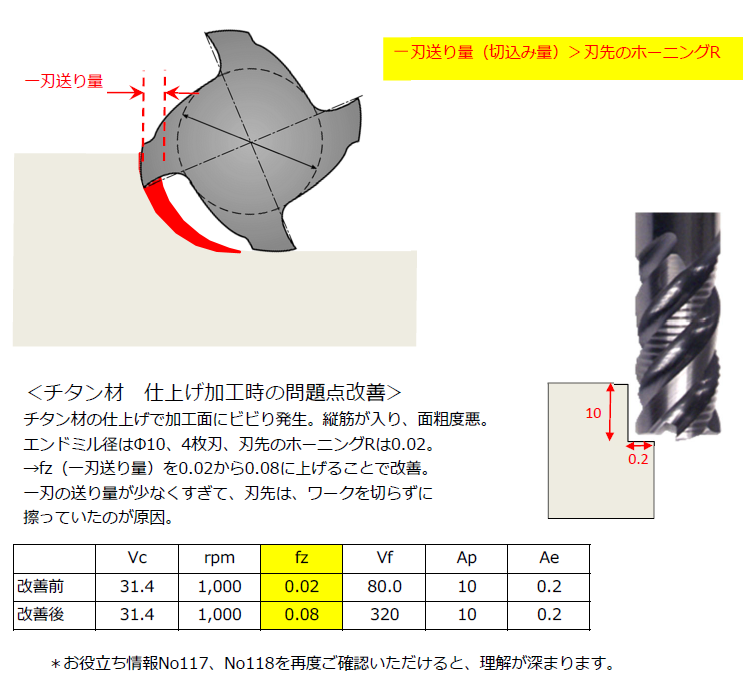
エンドミルの刃先には、刃先を強化する為にホーニングR(刃殺し)を施しています。
ホーニングRが0.1の場合、⼀刃の送り量を0.1㎜以上にする必要があります。
そうしないと、刃先がワークに⾷いつかず、切削ではなく、こすりとなってしまいます。
こすり減少が起きると、ビビりが発⽣し、⾯粗さが悪くなり、⼯具寿命も悪くなります。







tomakichiコラム一覧
new
技術
ミーリング加工について㊹
切削お役立ち情報№141です。今回はダウンカットについてです。
2026.02.09
続きはこちら
技術
ミーリング加工について㊸
切削お役立ち情報№140です。今回はアップカットとダウンカットについてです。
2026.01.05
続きはこちら
技術
ミーリング加工について㊷
切削お役立ち情報№139です。今回はスクウェアエンドミのねじれ角についてです。
2025.12.03
続きはこちら
技術
ミーリング加工について㊶
切削お役立ち情報№138です。今回はスクエアエンドミルの刃数による使い分けになります。
2025.11.06
続きはこちら
技術
ミーリング加工について㊵
切削お役立ち情報NO.137です。今回からはエンドミルについての豆知識となります。
2025.10.03
続きはこちら
技術
ミーリング加工について㊴
切削お役立ち情報No.136です。今回は剛性の低いワーク加工のワンポイントアドバイスになります。
2025.09.01
続きはこちら
技術
ミーリング加工について㊳
切削お役立ち情報NO.135です。前回と同じくプランジ加工の解説で、補足情報になります。
2025.08.06
続きはこちら
技術
ミーリング加工について㊲
切削お役立ち情報NO.134です。プランジ加工は上手く加工にあてはまると、生産性が大きく改善されます。
2025.07.02
続きはこちら

「日程の調整が難しい…」「来るのはちょっと…」というお客様もご安心ください!
tomakichiでは、zoomやGoogle MEETを用いた、オンライン相談も承っております!
※他のWeb会議システムにも対応可能です。
ご希望の方は、上記お問い合わせフォームの「オンライン商談を希望」にチェックを入れてください
