tomakichiコラム
ミーリング加⼯について㉚
切削お役立ち情報 No.127
今回も前⽉の補⾜です。肩削り加⼯でのビビり改善となります。
前回は⼯具形状でのビビり改善⽅法でしたが、今回はツールパスでのビビり改善⽅法となります。
<ロールイン加⼯…円弧を描きながら、ワークに侵⼊する>
びびりを回避して⼯具寿命を延⻑させるためには、ワークに滑らかに⾷い付かせることが重要です。
⼊り際で、ビビりが発⽣すると、最後までビビりが続きます。⼊り際が⼤切です。
ロールイン加⼯をして、抜け際における切りくず厚さを0にすることが重要です。
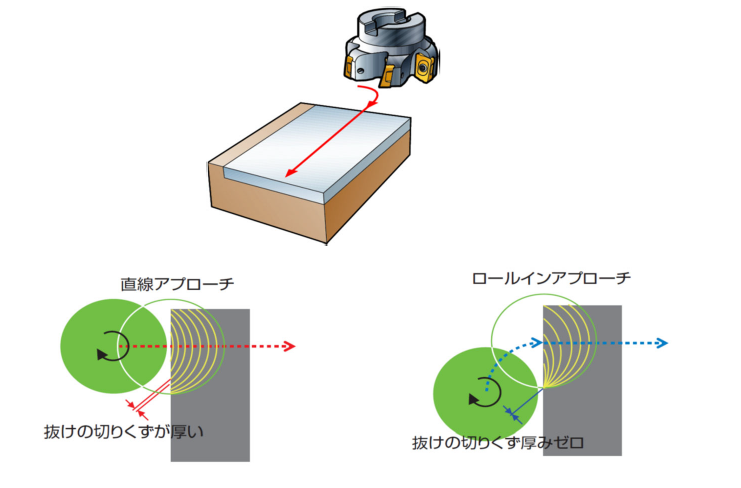
加⼯ワークに対して、垂直にアプローチするツールパスだと、⼯具が完全に切り込むまで、
抜け際に厚い切り屑が排出されます。
そうすると、⾼い引っ張り応⼒が発⽣し、それがチッピングの原因となります。
切り屑厚みを薄くして、チップに掛かる負担を⼩さくするロールイン加⼯は、ひとつの
解決⽅法です。
*今回は、サンドビック社、三菱マテリアル社の資料から引⽤しました。







切削お役立ち情報№141です。今回はダウンカットについてです。
切削お役立ち情報№140です。今回はアップカットとダウンカットについてです。
切削お役立ち情報№139です。今回はスクウェアエンドミのねじれ角についてです。
切削お役立ち情報№138です。今回はスクエアエンドミルの刃数による使い分けになります。
切削お役立ち情報NO.137です。今回からはエンドミルについての豆知識となります。
切削お役立ち情報No.136です。今回は剛性の低いワーク加工のワンポイントアドバイスになります。
切削お役立ち情報NO.135です。前回と同じくプランジ加工の解説で、補足情報になります。
切削お役立ち情報NO.134です。プランジ加工は上手く加工にあてはまると、生産性が大きく改善されます。

「日程の調整が難しい…」「来るのはちょっと…」というお客様もご安心ください!
tomakichiでは、zoomやGoogle MEETを用いた、オンライン相談も承っております!
※他のWeb会議システムにも対応可能です。
ご希望の方は、上記お問い合わせフォームの「オンライン商談を希望」にチェックを入れてください
