tomakichiコラム
ミーリング加⼯について⑳
切削お役立ち情報 No.117
今回は、平均切り屑厚みについてです。
ミ-リング加⼯は⼯具が回転しながら移動して切削が⾏われる為、
切り屑厚みが⼀定していません。そこで切り屑厚みの平均値(hm)で考えます。
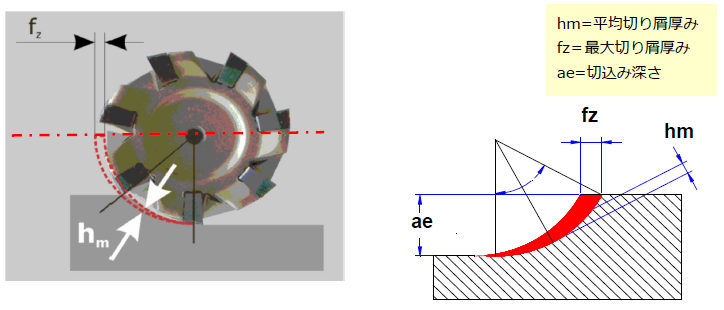
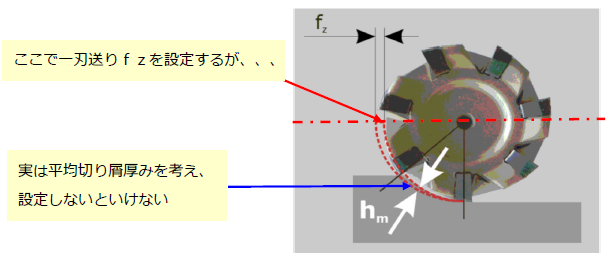
切削条件を設定する際、カッター中⼼点での送り量(fz)でとりあえず考えますが、
切込み深さ(ae)とカッター径(D)の⽐が⼤きくなると、切り屑厚みが薄くなりますので、
実はもっと⼀刃の送りを上げることが出来ます。
次回は、どれくらい送りを上げられるのか?をご紹介します。







切削お役立ち情報NO.134です。プランジ加工は上手く加工にあてはまると、生産性が大きく改善されます。
切削お役立ち情報No.133 肩削り加工でのビビり対策となります。
切削お役立ち情報 No.132 今回も内径溝入れ時のビビり対策となります。
切削お役立ち情報 No.131 今回は内径溝⼊れ時のビビり対策となります。実際の加⼯事例が下記になります。
切削お役立ち情報 No.130 エンドミルの刃先には、刃先を強化する為にホーニングR(刃殺し)を施しています。 ホーニングRが0.1の場合、⼀刃の送り量を0.1㎜以上にする必要があります。 そうしない…
切削お役立ち情報 No.129 今回も前⽉の補⾜です。肩削り加⼯でのビビり改善の⽅法です。 不等ピッチの⼯具を使⽤するのも⼀つの⽅法となります。 吊り橋では、等間隔で渡ると振動が収まらず、共振が⼤きく…
切削お役立ち情報 No.128 今回は、前⽉の補⾜です。肩削り加⼯でのビビり改善の⽅法です。 切削抵抗を減らす為には、⼯具径を⼩さくするのも⼀つの⽅法となります。 ⼩径⼯具は、刃先とワークの接触⻑さが…
切削お役立ち情報 No.127 今回も前⽉の補⾜です。肩削り加⼯でのビビり改善となります。 前回は⼯具形状でのビビり改善⽅法でしたが、今回はツールパスでのビビり改善⽅法となります。 <ロールイン加⼯……

「日程の調整が難しい…」「来るのはちょっと…」というお客様もご安心ください!
tomakichiでは、zoomやGoogle MEETを用いた、オンライン相談も承っております!
※他のWeb会議システムにも対応可能です。
ご希望の方は、上記お問い合わせフォームの「オンライン商談を希望」にチェックを入れてください
