tomakichiコラム
外径溝入れのコツ②…ブレーカーの選定
切削お役立ち情報 No.72
下記は、2種類のチップ(PF/J)の形状の違いによる、底面のふくらみの比較となります。*PFブレーカー⇒直線切れ刃 Jブレーカー⇒正面から見て、中央部がへこんでいる。
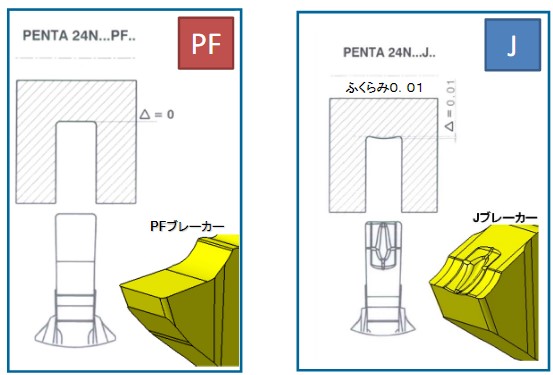
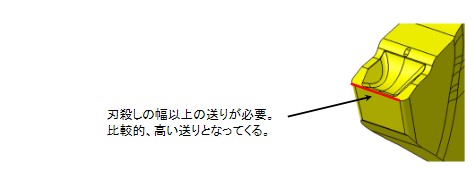
PFブレーカーは、直線切れ刃なので、底面はフラットな形状となります。しかし、切り屑を折る形状がついていないため、切り屑が伸びやすくなります。Jブレーカーは、中央部のへこみにより、切り屑処理は得意ですが、ブレーカーの形状により、0.01mm程度、底面にふくらみがつきます。溝入れよりも、突っ切りが得意なブレーカー形状です。(と言っても、横挽きすれば問題ありませんが)ワーク材質、送り量以外に、切り屑処理を優先するのか、底面形状を優先するのか、によっても選定するブレーカー形状が変わってきます。どちらも優先したい場合は、下記のような、直線切れ刃+ブレーカー付きも検討できます。ただし、注意として、低送りが出来ません(おおよそf=0.1以上)。刃殺ししている幅以上の送りでないと、ブレーカーに、切り屑が到達せず、切れません。
*送りが上げられない小径ワークなどは、 PFタイプが向いていると言えます。 (刃殺しの幅が少ない)







切削お役立ち情報№141です。今回はダウンカットについてです。
切削お役立ち情報№140です。今回はアップカットとダウンカットについてです。
切削お役立ち情報№139です。今回はスクウェアエンドミのねじれ角についてです。
切削お役立ち情報№138です。今回はスクエアエンドミルの刃数による使い分けになります。
切削お役立ち情報NO.137です。今回からはエンドミルについての豆知識となります。
切削お役立ち情報No.136です。今回は剛性の低いワーク加工のワンポイントアドバイスになります。
切削お役立ち情報NO.135です。前回と同じくプランジ加工の解説で、補足情報になります。
切削お役立ち情報NO.134です。プランジ加工は上手く加工にあてはまると、生産性が大きく改善されます。

「日程の調整が難しい…」「来るのはちょっと…」というお客様もご安心ください!
tomakichiでは、zoomやGoogle MEETを用いた、オンライン相談も承っております!
※他のWeb会議システムにも対応可能です。
ご希望の方は、上記お問い合わせフォームの「オンライン商談を希望」にチェックを入れてください
