tomakichiコラム
輝くゴールドは、高級感の象徴~チップコーティング材質について~
切削お役立ち情報 No.08
 |
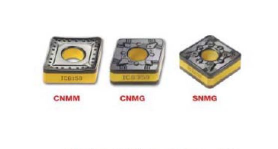
キラリと光るゴールドの輝き、とは腕時計のお話。スーツの袖から覗かせる輝きが、ラグジュアリー感を演出します。誰よりも洗練された時間を刻みたい、そんな貴方にぴったりの一品。とはいえ、高級時計はびっくりするほど値がはるもの。高価な時計を身につけることで、1日25時間にも26時間にもなるのなら話は別なのですが。 閑話休題。一方、切削バイトに取り付けるチップはどうでしょうか。下の写真のように、金色にコーティングされたものや、黒に近いチップをご覧になったことがあるはずです。切れ味が落ちてきたので、新しいチップに交換しないといけません。今日は、黒ではなくゴールドで決めたい気分。そんな時には金色のチップを取り付けよう。 ……というようなことをする人は、恐らくいませんね。 |
|
そうなんです。 コーティングチップの色には、ちゃんとした意味があるのです。 例えば、金色のチップはTiNを表面にコーティングすることでできます。TiNは、鋼との親和性が低いため、構成刃先を抑制することができます。また、他にも黒色のAl2O3(アルミナ)は、高温下でも硬さを維持できるようという特徴があります。 この様に、コーティング材質には、多くの種類があり、それぞれに特長と用途があります。それらを加工内容応じて、適切に使い分けることが求められています。 続きは、次回に。。。 |
イスカル旋削用チップの一例 |








切削お役立ち情報№140です。今回はアップカットとダウンカットについてです。
切削お役立ち情報№139です。今回はスクウェアエンドミのねじれ角についてです。
切削お役立ち情報№138です。今回はスクエアエンドミルの刃数による使い分けになります。
切削お役立ち情報NO.137です。今回からはエンドミルについての豆知識となります。
切削お役立ち情報No.136です。今回は剛性の低いワーク加工のワンポイントアドバイスになります。
切削お役立ち情報NO.135です。前回と同じくプランジ加工の解説で、補足情報になります。
切削お役立ち情報NO.134です。プランジ加工は上手く加工にあてはまると、生産性が大きく改善されます。
切削お役立ち情報No.133 肩削り加工でのビビり対策となります。

「日程の調整が難しい…」「来るのはちょっと…」というお客様もご安心ください!
tomakichiでは、zoomやGoogle MEETを用いた、オンライン相談も承っております!
※他のWeb会議システムにも対応可能です。
ご希望の方は、上記お問い合わせフォームの「オンライン商談を希望」にチェックを入れてください
