tomakichiコラム
理にかなったコーティング
切削お役立ち情報 No.09
|
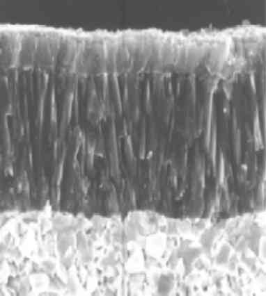
前回は、チップの色の違いに、ちゃんと意味があるという、お話をしました。 今回は、幾つかあるコーティング材質の組み合わせの中で、代表的なものを取り上げて、コーティング材質の特性について解説します。 右上図をご覧ください。一番下に超硬母材があり、その上にコーティングがのっています。 それぞれの特徴は……
TiC:黒色に近い炭化チタンは、母材との密着性に優れています。加工中にコーティングが剥がれてしまっては、元も子もないので、これは重要なポイント。低温時は硬いのですが、高温では硬度が維持できないため、高速切削に不向きです。 TiCN:炭窒化チタンは、紫がかった銀色をしています。特徴は、TiCに近いのですが、炭化チタンより摩耗に強いと言われています。特に柱状晶TiCNは耐フランク摩耗に威力を発揮しています。 Al2O3:いわゆるアルミナコート。黒色。欠けやすい代わりに高温硬さが高いアルミナは、化学的に安定で耐クレータ性に優れています。靭性はあっても熱には弱い超硬母材を、熱から守ってくれる心強い材質。 TiN:美しい金色の窒化チタンは、銅との親和性が低いので、構成刃先が出来にくい特徴があります。黒いコーティングに比べて、摩耗の進行がわかりやすいのも利点の一つですね。 |
コーティングチップの断面図
|
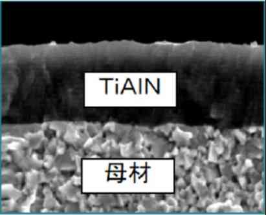
上記の材質以外で、忘れてはならないのが、TiAINです。右下図のコーティングに使われているものです。
TiAIN:窒化チタンアルミは紫がかった黒色をしています。耐酸化温度が800℃と高く乾式切削向きです。耐摩耗性にも優れた万能選手的な材質です。PVDで使われる事が多く、単層でも効果を発揮します。今、最もポピュラーなコーティングと言えるかもしれません。








切削お役立ち情報№141です。今回はダウンカットについてです。
切削お役立ち情報№140です。今回はアップカットとダウンカットについてです。
切削お役立ち情報№139です。今回はスクウェアエンドミのねじれ角についてです。
切削お役立ち情報№138です。今回はスクエアエンドミルの刃数による使い分けになります。
切削お役立ち情報NO.137です。今回からはエンドミルについての豆知識となります。
切削お役立ち情報No.136です。今回は剛性の低いワーク加工のワンポイントアドバイスになります。
切削お役立ち情報NO.135です。前回と同じくプランジ加工の解説で、補足情報になります。
切削お役立ち情報NO.134です。プランジ加工は上手く加工にあてはまると、生産性が大きく改善されます。

「日程の調整が難しい…」「来るのはちょっと…」というお客様もご安心ください!
tomakichiでは、zoomやGoogle MEETを用いた、オンライン相談も承っております!
※他のWeb会議システムにも対応可能です。
ご希望の方は、上記お問い合わせフォームの「オンライン商談を希望」にチェックを入れてください
