tomakichiコラム
ヘッド交換式ドリルのメリット
切削お役立ち情報 No.40
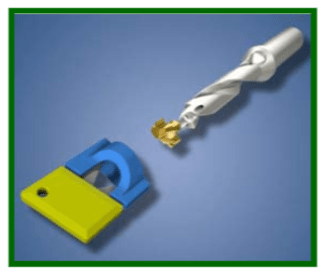
今回は、ヘッド交換式のドリルについて、説明致します。ヘッド交換式ドリルとは、いつからあったのでしょうか?近年では、色々なメーカーでもラインナップされていますが、1998年に発売した、カムドリルが最初になります。そのため、ヘッド交換式ドリルを「カムドリル」と呼ぶ方もいらっしゃいます(チップ式ドリルを「Uドリル」と呼ぶ方がいらっしゃるように)。その後、約20年の改良・発展を遂げて、現在の形になっており、複数のメーカーで、同形状のドリルが発売される程、普及しています。普及した、ということは、何らかのメリットがあるということです。今回は、その長所について、説明していきます。

①交換が簡単!
機械にホルダーを装着したまま、素早く交換が出来る。(交換方法は、メーカーによって様々。スクリューで押さえる場合や、別途部品が必要ない場合もあります。ただし、メーカーによっては、機械上で簡単に交換出来ない機構のドリルもあるので、確認が必要。) ソリッドドリルと違い、工具交換しても、刃長は変わらないので、すぐに加工を再スタートできる。旋盤のチップ交換と同じように、簡単に交換が可能で、誰でも出来る。
②寿命管理が簡単!
ソリッドドリルの加工には、再研磨が付き物。しかし、そうなると、新品ドリル/再研磨ドリルの個別の寿命管理が必要になります。また、再研磨ドリルは、寿命にバラつきが起きやすい。そうなると、作業ミスも起こりやすくなります。ヘッド交換式ドリルでは、使い捨てがメインになるので、安定した寿命を得ることが出来ます。
③管理が簡単!
ドリルが使い捨てである場合には、関係がありませんが、一般的には、再研磨することが多いと思います。そうなると、生産量に応じて、再研磨の数を調整したり、思った通りに再研磨の数があがらなかった場合、補填が必要になったり、再研磨に納期がかかるため、時間差で、数が足りなくなったりと、再研磨の管理にずっと力を割かなければなりません。その点、ヘッド交換式ドリルは、言わば、チップと同じなので、チップと同じように、生産量に応じた数のヘッドを準備すれば良いだけです。

いかがでしょうか?ヘッド交換式ドリルは、上記の特長から、量産加工に向いている工具です。どんな加工でもヘッド交換式ドリルが良い!という訳ではありません。加工内容に応じたドリルを選択して下さい!
次回は、「ドリルの摩耗と切削条件の関係性」についてです。







切削お役立ち情報№140です。今回はアップカットとダウンカットについてです。
切削お役立ち情報№139です。今回はスクウェアエンドミのねじれ角についてです。
切削お役立ち情報№138です。今回はスクエアエンドミルの刃数による使い分けになります。
切削お役立ち情報NO.137です。今回からはエンドミルについての豆知識となります。
切削お役立ち情報No.136です。今回は剛性の低いワーク加工のワンポイントアドバイスになります。
切削お役立ち情報NO.135です。前回と同じくプランジ加工の解説で、補足情報になります。
切削お役立ち情報NO.134です。プランジ加工は上手く加工にあてはまると、生産性が大きく改善されます。
切削お役立ち情報No.133 肩削り加工でのビビり対策となります。

「日程の調整が難しい…」「来るのはちょっと…」というお客様もご安心ください!
tomakichiでは、zoomやGoogle MEETを用いた、オンライン相談も承っております!
※他のWeb会議システムにも対応可能です。
ご希望の方は、上記お問い合わせフォームの「オンライン商談を希望」にチェックを入れてください
