tomakichiコラム
ドリルの剛性について
切削お役立ち情報 No.38
前回は、カッターの刃数とポケットの話をしました。
今回、お話するのは、ドリル工具の剛性についてです。
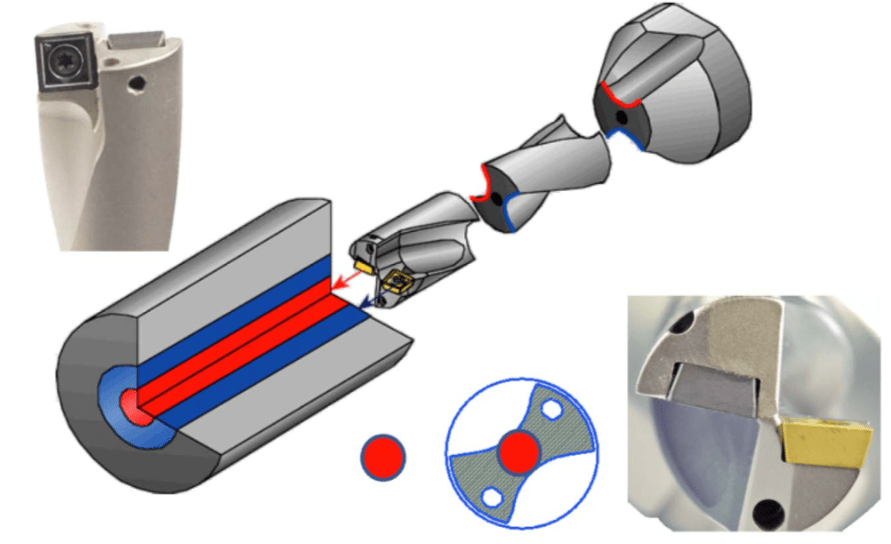
ドリルは、必ず切り屑を排出するスペース(フルート部)が必要になってきます。そのため、芯厚が薄くなり、剛性がダウンします。一般的に、同径のエンドミルのシャンク部の剛性を1とすると、芯の部分の剛性は、約1/15と、大きくダウンします。
剛性がダウンしているので、細心の注意が必要です。
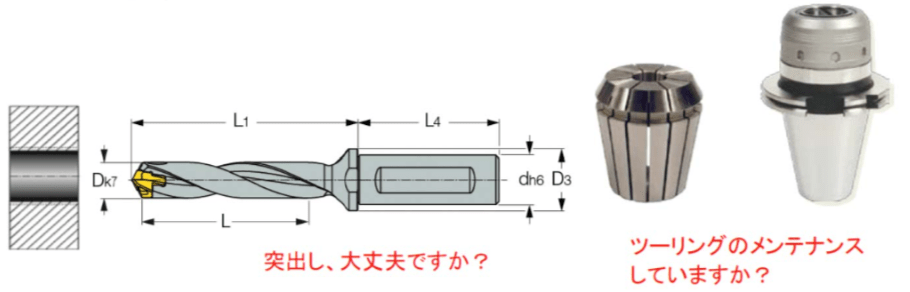
①突出しは、最小限にする
②加工深さにあった刃長のドリルを選定する
③確実なチャッキングを行なう
この①②③は、基本的なことですが、見落としがちな要因です。再度、ご確認をお願いします。
次回は、「最適なドリルはどれ?」についてです。







切削お役立ち情報№140です。今回はアップカットとダウンカットについてです。
切削お役立ち情報№139です。今回はスクウェアエンドミのねじれ角についてです。
切削お役立ち情報№138です。今回はスクエアエンドミルの刃数による使い分けになります。
切削お役立ち情報NO.137です。今回からはエンドミルについての豆知識となります。
切削お役立ち情報No.136です。今回は剛性の低いワーク加工のワンポイントアドバイスになります。
切削お役立ち情報NO.135です。前回と同じくプランジ加工の解説で、補足情報になります。
切削お役立ち情報NO.134です。プランジ加工は上手く加工にあてはまると、生産性が大きく改善されます。
切削お役立ち情報No.133 肩削り加工でのビビり対策となります。

「日程の調整が難しい…」「来るのはちょっと…」というお客様もご安心ください!
tomakichiでは、zoomやGoogle MEETを用いた、オンライン相談も承っております!
※他のWeb会議システムにも対応可能です。
ご希望の方は、上記お問い合わせフォームの「オンライン商談を希望」にチェックを入れてください
