tomakichiコラム
ミーリング加⼯について㉔
切削お役立ち情報 No.121
今回は、加⼯⾯粗さ(軸⽅向の⾯粗さ)になります。
ミーリングのチップは、旋削チップと違い、さらえ刃(平⾏ランド=BS)があります。
カッターの軸⽅向公差と振れに応じて、最低位置のチップのさらえ刃が加⼯⾯を仕上げます。
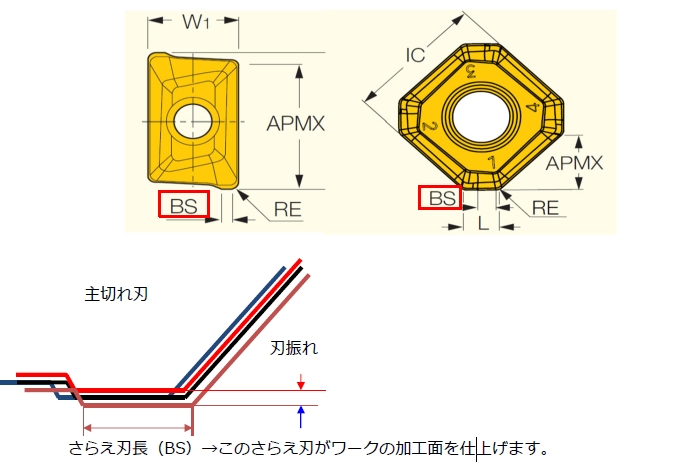
刃振れが悪い場合でも、回転当たり送り(fn)を、さらえ刃の⻑さ以下に抑えれば、
⾯粗さを⼀定に保つことが可能です。(さらえ刃で加⼯⾯を仕上げるため)
回転当たりの送りをさらえ刃の80%以下にするのが安定加⼯のポイントとなります。
![]()
<例>チップのさらえ刃BSが1.5㎜の場合
安定加⼯の為、さらえ刃の80%以下にする必要があるので、1.5㎜X80%→1.2㎜以下で設定。
回転当たり送りfnは1.2㎜以下にする必要あり。
6枚刃のカッターだった場合は、1.2㎜÷6枚刃で⼀刃送りは0.2㎜以下にする必要があります。







切削お役立ち情報№141です。今回はダウンカットについてです。
切削お役立ち情報№140です。今回はアップカットとダウンカットについてです。
切削お役立ち情報№139です。今回はスクウェアエンドミのねじれ角についてです。
切削お役立ち情報№138です。今回はスクエアエンドミルの刃数による使い分けになります。
切削お役立ち情報NO.137です。今回からはエンドミルについての豆知識となります。
切削お役立ち情報No.136です。今回は剛性の低いワーク加工のワンポイントアドバイスになります。
切削お役立ち情報NO.135です。前回と同じくプランジ加工の解説で、補足情報になります。
切削お役立ち情報NO.134です。プランジ加工は上手く加工にあてはまると、生産性が大きく改善されます。

「日程の調整が難しい…」「来るのはちょっと…」というお客様もご安心ください!
tomakichiでは、zoomやGoogle MEETを用いた、オンライン相談も承っております!
※他のWeb会議システムにも対応可能です。
ご希望の方は、上記お問い合わせフォームの「オンライン商談を希望」にチェックを入れてください
