tomakichiコラム
ねじ切りについて⑨
切削お役立ち情報 No.61
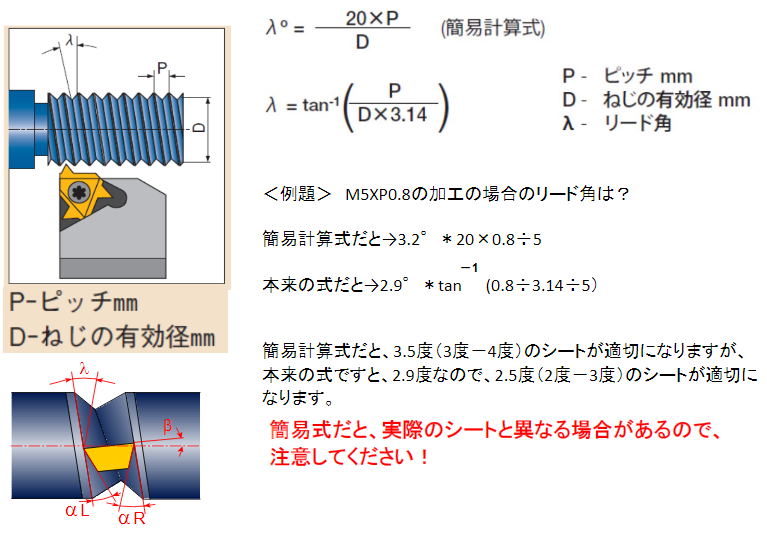
リード角について
内径ねじは要注意

写真のような、小径用の内径ホルダーには、シートがついていません(小さいため、シートが付けられません)。チップが直付けとなるため、リード角は、標準の1 ‐1.5度に固定されてしまいます。リード角が合わない際は、ホルダーを少し回して、セットすることで、リード角をつけることも出来ます(ただし、2度までが限界だと思います。。。)シートが無いホルダーは、シャンク径Φ16以下なので、最小加工径Φ20以下がほとんどです。そのため、M18XP2、M20XP2.5、M22XP2.5、M24XP3の加工は要注意です。







切削お役立ち情報№140です。今回はアップカットとダウンカットについてです。
切削お役立ち情報№139です。今回はスクウェアエンドミのねじれ角についてです。
切削お役立ち情報№138です。今回はスクエアエンドミルの刃数による使い分けになります。
切削お役立ち情報NO.137です。今回からはエンドミルについての豆知識となります。
切削お役立ち情報No.136です。今回は剛性の低いワーク加工のワンポイントアドバイスになります。
切削お役立ち情報NO.135です。前回と同じくプランジ加工の解説で、補足情報になります。
切削お役立ち情報NO.134です。プランジ加工は上手く加工にあてはまると、生産性が大きく改善されます。
切削お役立ち情報No.133 肩削り加工でのビビり対策となります。

「日程の調整が難しい…」「来るのはちょっと…」というお客様もご安心ください!
tomakichiでは、zoomやGoogle MEETを用いた、オンライン相談も承っております!
※他のWeb会議システムにも対応可能です。
ご希望の方は、上記お問い合わせフォームの「オンライン商談を希望」にチェックを入れてください
