tomakichiコラム
ねじ切りについて⑤
切削お役立ち情報 No.57
今回は、ねじの切り込み方法の比較です。
大別すると、2種類の基本的な方法があります。ラジアルインフィードとフランクインフィードと呼ばれています。
ラジアルインフィード
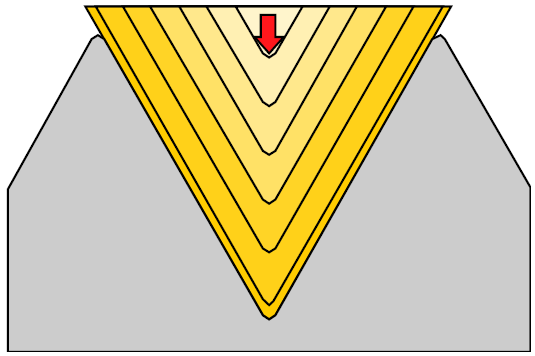
ラジアルインフィードは最も簡単な方法。
刃を垂直追い込んでいきます。
刃の両サイドで加工するので、接触面積が大きく、
切削抵抗も大きいので、小ピッチの加工に向きます。
ラジアルインフィードは下記の場合が推奨です。
・ピッチが3㎜未満
・切屑が伸びにくい材質
欠点
・切屑処理が苦手
・パス後半でビビりやすい(接触面積が長くなる為)
・左右の切屑が中央に寄せられる為、先端Rに
負荷がかかる。
フランクインフィード
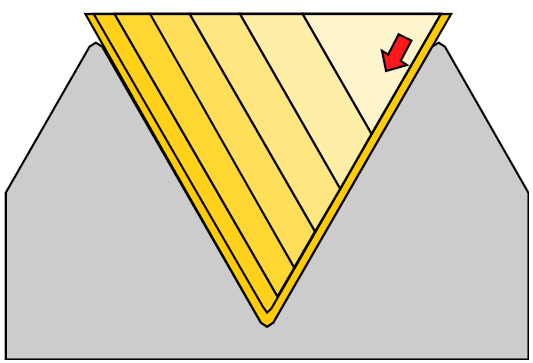
フランクインフィードは刃先角に沿って斜めに
追い込んでいきます。
そのため、刃の切削面の長さが短くなりますので、
ラジアルインフィードに比べ抵抗も少なくなります。
フランクインフィードは下記の場合が推奨です。
・ピッチが3㎜以上
・びびりやすい小径ワーク
・切屑が伸びやすい材質
・台形ねじやACMEねじ
欠点
・右側チップの逃げ面摩耗が大きい
(常に右側切り込みが0の為)
・切り込みプログラム変更が難しい。
アルタネート・インフィード
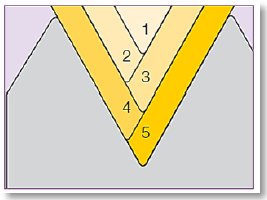
刃先を左右に入れます。
大ピッチの加工や切屑処理が難しい場合に適用します。
刃の摩耗が均等になり、長寿命に繋がります。
ただ、プログラムが複雑になります。







切削お役立ち情報№140です。今回はアップカットとダウンカットについてです。
切削お役立ち情報№139です。今回はスクウェアエンドミのねじれ角についてです。
切削お役立ち情報№138です。今回はスクエアエンドミルの刃数による使い分けになります。
切削お役立ち情報NO.137です。今回からはエンドミルについての豆知識となります。
切削お役立ち情報No.136です。今回は剛性の低いワーク加工のワンポイントアドバイスになります。
切削お役立ち情報NO.135です。前回と同じくプランジ加工の解説で、補足情報になります。
切削お役立ち情報NO.134です。プランジ加工は上手く加工にあてはまると、生産性が大きく改善されます。
切削お役立ち情報No.133 肩削り加工でのビビり対策となります。

「日程の調整が難しい…」「来るのはちょっと…」というお客様もご安心ください!
tomakichiでは、zoomやGoogle MEETを用いた、オンライン相談も承っております!
※他のWeb会議システムにも対応可能です。
ご希望の方は、上記お問い合わせフォームの「オンライン商談を希望」にチェックを入れてください
