tomakichiコラム
ねじ切りについて③
切削お役立ち情報 No.55
今回はねじの加工深さ、有効径についてです。
実際の加工は、ΦDからΦD1まで行います。
おねじ(ΦD1)
めねじ(ΦD)
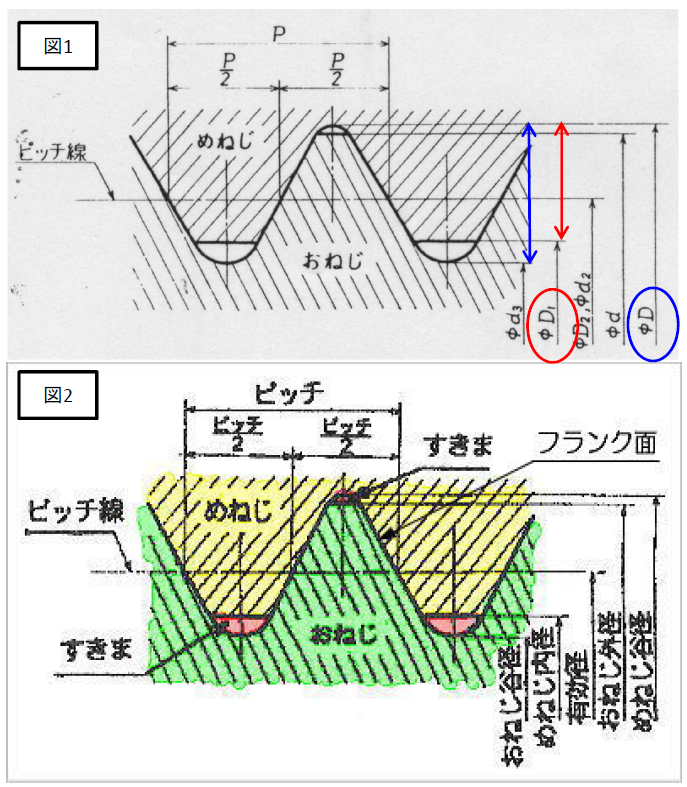
有効径という概念は何のために必要なのですか?
一般的に、おねじとめねじをはめ合わせると、おねじの外径とめねじの谷の径、めねじの内径とおねじの谷の径と
の間にわずかな隙間(図2のすきま(赤塗り)の部分)があり、ねじ山の斜めの面、すなわちフランクが互いに
接しているのがわかります。
実際に力の伝達等の働きを決定しているのは、ねじ山の幅とねじ溝の幅が等しい位置にある有効径です。
おねじとめねじの有効径の差が少ないと良好なはめ合いとなり、差が大きいとガタのある不良なはめ合い
となります。つまり、この有効径こそがピッチと共にねじを構成する上で、最も重要な部分の一つなのです。
おねじやめねじが所定の寸法に仕上がっているかどうかを調べる方法は、『ねじプラグゲージ』や
『ねじリングゲージ』を使って測ることが一般的で、どちらもこの有効径の部分で測定するようになっています。
(彌満和さんのホームページを参照しました)







切削お役立ち情報№140です。今回はアップカットとダウンカットについてです。
切削お役立ち情報№139です。今回はスクウェアエンドミのねじれ角についてです。
切削お役立ち情報№138です。今回はスクエアエンドミルの刃数による使い分けになります。
切削お役立ち情報NO.137です。今回からはエンドミルについての豆知識となります。
切削お役立ち情報No.136です。今回は剛性の低いワーク加工のワンポイントアドバイスになります。
切削お役立ち情報NO.135です。前回と同じくプランジ加工の解説で、補足情報になります。
切削お役立ち情報NO.134です。プランジ加工は上手く加工にあてはまると、生産性が大きく改善されます。
切削お役立ち情報No.133 肩削り加工でのビビり対策となります。

「日程の調整が難しい…」「来るのはちょっと…」というお客様もご安心ください!
tomakichiでは、zoomやGoogle MEETを用いた、オンライン相談も承っております!
※他のWeb会議システムにも対応可能です。
ご希望の方は、上記お問い合わせフォームの「オンライン商談を希望」にチェックを入れてください
