tomakichiコラム
ねじ切りについて②
切削お役立ち情報 No.54
今回はねじに関する専門用語です。
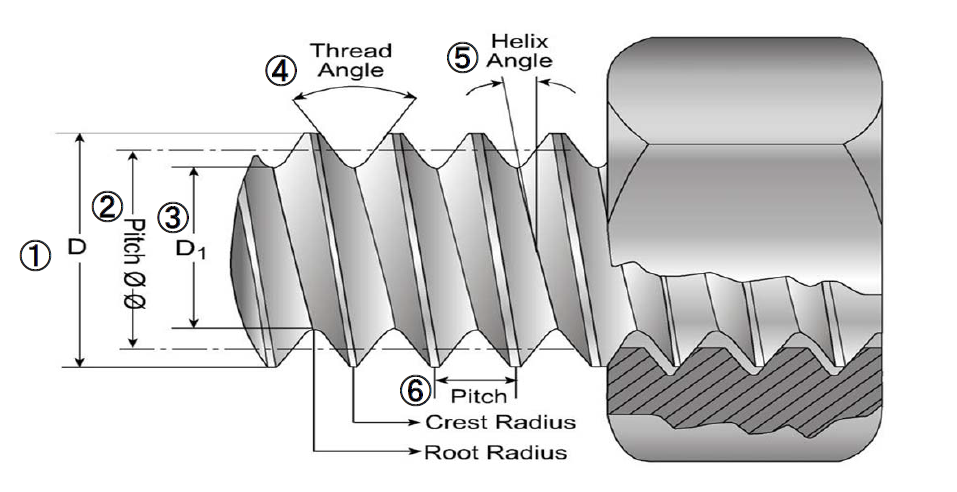
①D 最大径・・・ねじ部の最大径
②ピッチ径(有効径)・・・「有効径」は、ねじ溝の幅がねじ山の幅に等しくなるような仮想的な円筒(または円すい)の直径のこと。
ねじの形状を決めるこれらの要素のなかで、「有効径」とその許容差が重要になってきます。
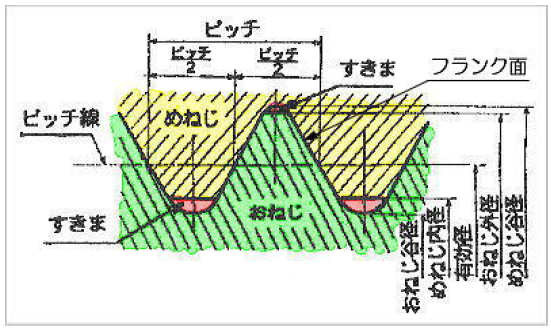
ねじの基準山形を見てみますと、おねじの山頂とめねじの谷径、又おねじの谷径とめねじの内径の間には、すき間があります。
ねじがカタイ、ユルイの状態はねじの”ななめの部分”(これをフランク面と呼びます)が重要です。
このフランク面を管理する為に「有効径」の考え方があります。
一般的な、ねじゲージはこの「有効径」を検査しています。(黒田精工様のホームページより)
③D1最小径・・・ねじ部の最小径
④Thread angle・・・ねじ山角度
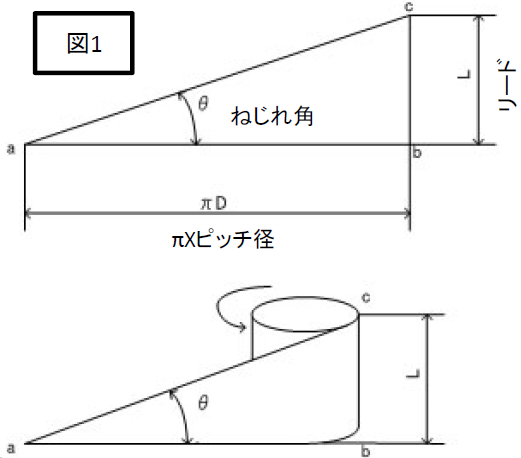
⑤Helix angle・・・ねじれ角 リードとピッチ径から計算される角度。
上記図三角形のθの角度のこと。
リード:一回転させて進む距離。 右の図1で言えば、L(リード)の距離。
(一条ねじなら、リード=ピッチ。二条ねじは、リード=ピッチX2)
⑥Pitch(ピッチ)・・・ねじ山からねじ山の距離(表示はミリ単位、または1インチあたりの山数)







切削お役立ち情報№140です。今回はアップカットとダウンカットについてです。
切削お役立ち情報№139です。今回はスクウェアエンドミのねじれ角についてです。
切削お役立ち情報№138です。今回はスクエアエンドミルの刃数による使い分けになります。
切削お役立ち情報NO.137です。今回からはエンドミルについての豆知識となります。
切削お役立ち情報No.136です。今回は剛性の低いワーク加工のワンポイントアドバイスになります。
切削お役立ち情報NO.135です。前回と同じくプランジ加工の解説で、補足情報になります。
切削お役立ち情報NO.134です。プランジ加工は上手く加工にあてはまると、生産性が大きく改善されます。
切削お役立ち情報No.133 肩削り加工でのビビり対策となります。

「日程の調整が難しい…」「来るのはちょっと…」というお客様もご安心ください!
tomakichiでは、zoomやGoogle MEETを用いた、オンライン相談も承っております!
※他のWeb会議システムにも対応可能です。
ご希望の方は、上記お問い合わせフォームの「オンライン商談を希望」にチェックを入れてください
