tomakichiコラム
外径溝入れのコツ⑩
切削お役立ち情報 No.80
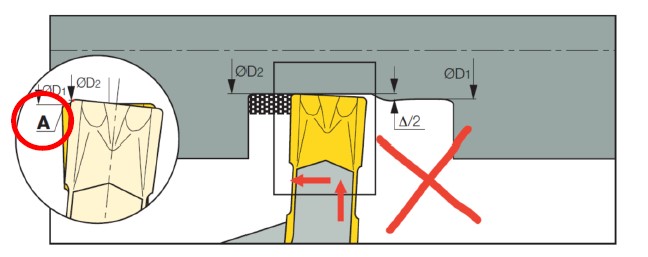
溝入れ加工から、横引き加工に移る時、撓みの方向が変化するため、刃先がワークに食い込み、
溝入れ寸法と横引き寸法の高さが変化し、横引き加工時の径が小さくなります。
工具補正なしに加工を継続した場合、コーナーAが被削材に食い込みます。
そして、2つの異なる径、つまり溝入加工でできたΦD1、及び旋削加工でできたΦD2が生じ、
加工段差が生まれてしまいます。
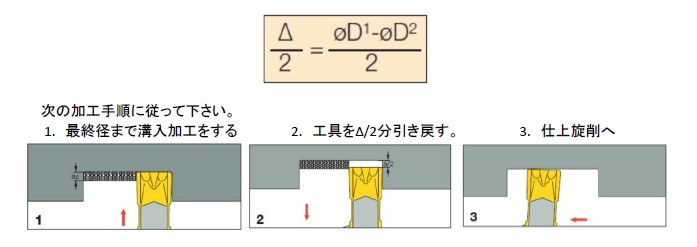
方向変更時に段差の発生を防止するため、溝入れ後、刃先を一端戻して加工する必要があります。
補正量は加工条件、使用工具によって異なります。(通常、試し加工によって段差を測定し補正量を決定します)
ΦD1とΦD2の差異をΔで表します。また、工具補正量は下記の数式で表されます。
今回で、多機能加工のお役立ち情報は最後になります。次回からは、内径溝について、説明します。







切削お役立ち情報№140です。今回はアップカットとダウンカットについてです。
切削お役立ち情報№139です。今回はスクウェアエンドミのねじれ角についてです。
切削お役立ち情報№138です。今回はスクエアエンドミルの刃数による使い分けになります。
切削お役立ち情報NO.137です。今回からはエンドミルについての豆知識となります。
切削お役立ち情報No.136です。今回は剛性の低いワーク加工のワンポイントアドバイスになります。
切削お役立ち情報NO.135です。前回と同じくプランジ加工の解説で、補足情報になります。
切削お役立ち情報NO.134です。プランジ加工は上手く加工にあてはまると、生産性が大きく改善されます。
切削お役立ち情報No.133 肩削り加工でのビビり対策となります。

「日程の調整が難しい…」「来るのはちょっと…」というお客様もご安心ください!
tomakichiでは、zoomやGoogle MEETを用いた、オンライン相談も承っております!
※他のWeb会議システムにも対応可能です。
ご希望の方は、上記お問い合わせフォームの「オンライン商談を希望」にチェックを入れてください
