tomakichiコラム
内径溝入れのコツ①
切削お役立ち情報 No.81
今回から内径溝入れのコツになります。事例中心にご紹介致します。
SS400材最小加工径Φ18.5㎜ 溝深さ2.0㎜、溝幅2.0㎜の加工でチップ幅2.0㎜を使用。
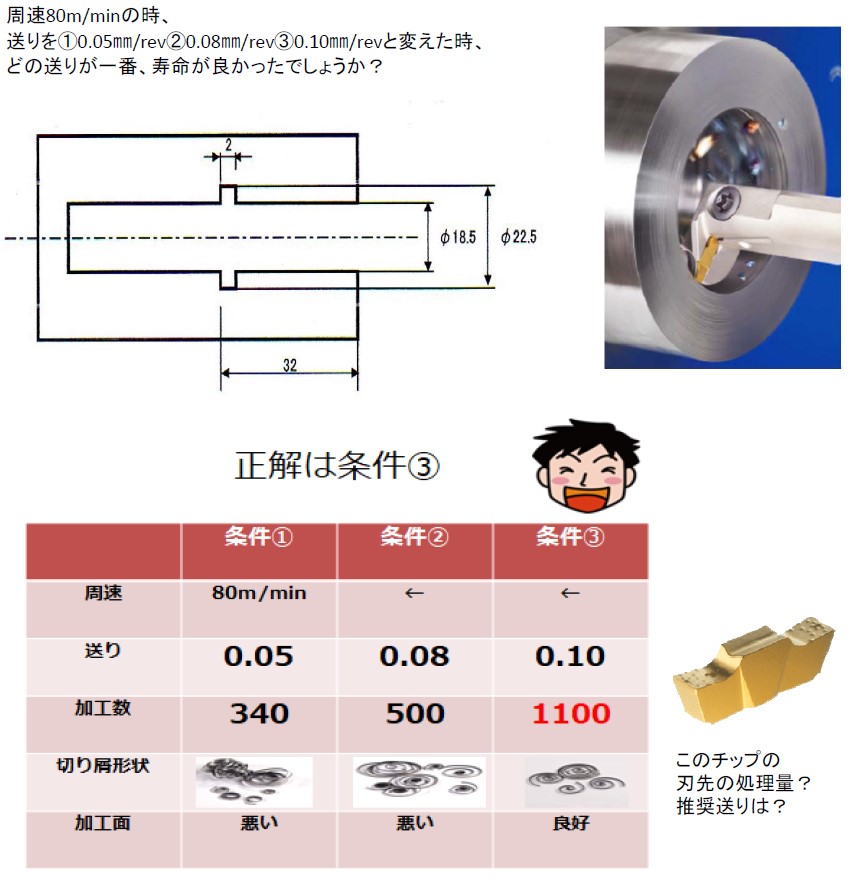
今回、SS400材で伸び易い材質だったので、送りを上げ、切り屑厚みを増し、切れ易くしました。
また、送りを上げることは、こすっている距離が減ることから、寿命延長につながります。
そのチップ形状(刃先処理)を理解し、ワーク材質に合わせた、送り設定が必要です。
設定は、低い送りから始め、切り屑状態、被削面の様子等を見て、徐々に高い送りにしていくのが
推奨です。






切削お役立ち情報№141です。今回はダウンカットについてです。
切削お役立ち情報№140です。今回はアップカットとダウンカットについてです。
切削お役立ち情報№139です。今回はスクウェアエンドミのねじれ角についてです。
切削お役立ち情報№138です。今回はスクエアエンドミルの刃数による使い分けになります。
切削お役立ち情報NO.137です。今回からはエンドミルについての豆知識となります。
切削お役立ち情報No.136です。今回は剛性の低いワーク加工のワンポイントアドバイスになります。
切削お役立ち情報NO.135です。前回と同じくプランジ加工の解説で、補足情報になります。
切削お役立ち情報NO.134です。プランジ加工は上手く加工にあてはまると、生産性が大きく改善されます。

「日程の調整が難しい…」「来るのはちょっと…」というお客様もご安心ください!
tomakichiでは、zoomやGoogle MEETを用いた、オンライン相談も承っております!
※他のWeb会議システムにも対応可能です。
ご希望の方は、上記お問い合わせフォームの「オンライン商談を希望」にチェックを入れてください
