tomakichiコラム
日本刀ができるまで・・・
切削お役立ち情報 No.07
みなさんも一度は目にしたことがある時代劇での殺陣のシーン・・・
殺陣のシーンで必ず出てくるのは、そう「日本刀」!!
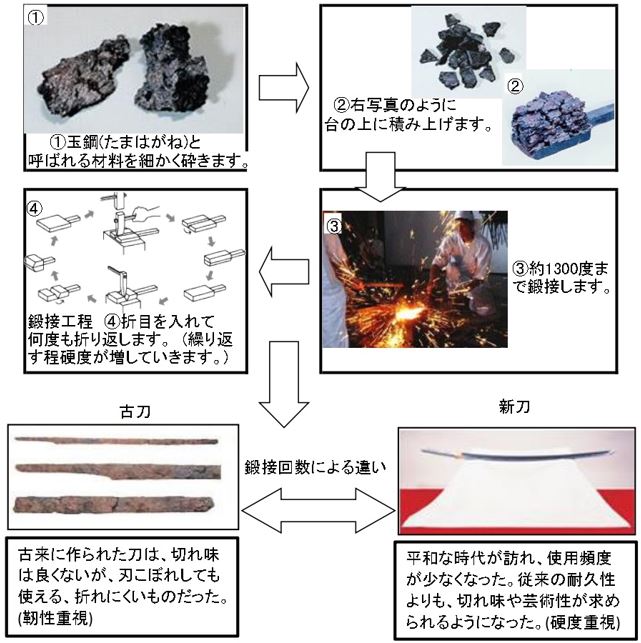
今回は、日本刀の作り方を手短にご紹介いたします。
|
日本刀の違いは超硬工具と一緒です。鍛接の違いによって、靭性重視の刀を作ることが出来ます。下記、超硬チップで説明すると、下記の使い分けとなります。 靭性重視 → 粗加工用 硬度重視 → 仕上がり加工用 |
粗加工用 ・仕上がり前の余肉除去が目的 ・切り込み、送りを上げる(時間短縮) 仕上げ加工 ・寸法精度、面精度目的 ・切削速度を高くする(高速加工) |
|
一度、使用されているチップの材種(母材)を調べてみてください。(使用工具メーカーに聞いてみてください。)







切削お役立ち情報№141です。今回はダウンカットについてです。
切削お役立ち情報№140です。今回はアップカットとダウンカットについてです。
切削お役立ち情報№139です。今回はスクウェアエンドミのねじれ角についてです。
切削お役立ち情報№138です。今回はスクエアエンドミルの刃数による使い分けになります。
切削お役立ち情報NO.137です。今回からはエンドミルについての豆知識となります。
切削お役立ち情報No.136です。今回は剛性の低いワーク加工のワンポイントアドバイスになります。
切削お役立ち情報NO.135です。前回と同じくプランジ加工の解説で、補足情報になります。
切削お役立ち情報NO.134です。プランジ加工は上手く加工にあてはまると、生産性が大きく改善されます。

「日程の調整が難しい…」「来るのはちょっと…」というお客様もご安心ください!
tomakichiでは、zoomやGoogle MEETを用いた、オンライン相談も承っております!
※他のWeb会議システムにも対応可能です。
ご希望の方は、上記お問い合わせフォームの「オンライン商談を希望」にチェックを入れてください
