tomakichiコラム
蛍は、分速30メートルで飛ぶ!?
切削お役立ち情報 No.27
|
皆さんは、蛍を見たことがありますか? 蛍は、分速30メートルで飛ぶみたいです。なぜ、蛍を持ち出したのか?それは、昔の職人さん曰く、ハイスの切削条件は、蛍の飛ぶスピードが限界と言われるからです。
ハイスは、高速度鋼と言い、英語では、High Speed Steelと表します。ハイスは、英語の頭文字を取って、HSS(ハイス)と呼びます。
下記の表は、横軸が刃先の温度、縦軸が工具の硬さを表しています。水色の線は、HSSを示しています。刃先の温度が600度になると、急速に工具の硬さを保てなくなります。この600度が、蛍の飛ぶスピード、すなわち、切削速度30m/minなのです。 |
 |
《工具材料の高温硬さ比較の表》
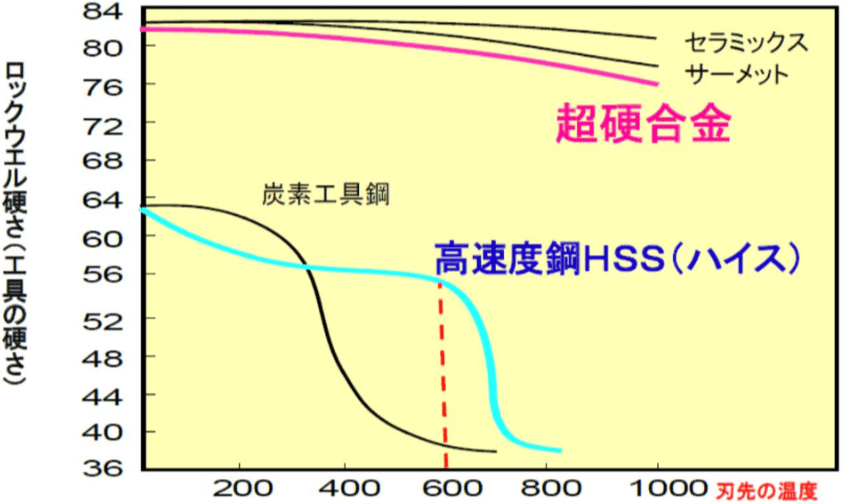
| HSSに比べ、超硬合金は、刃先の温度が上がっても、比較的緩やかに硬度が下がっていくのがわかります。即ち、超硬合金は、HSSよりも工具の硬さを維持できるため、切削条件(周速)を上げることが出来ます。ということは、HSSよりも、超硬の方が高能率の加工が出来るということです。現在、工具メーカーは、もっと速い切削速度に対応するため、母材を改良したり、熱に強いコーティングを研究しています。。。 | 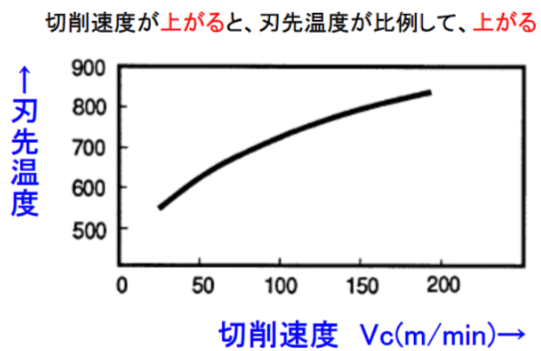 |
次回は、「ベンツのテールランプの秘密」についてです。







切削お役立ち情報№141です。今回はダウンカットについてです。
切削お役立ち情報№140です。今回はアップカットとダウンカットについてです。
切削お役立ち情報№139です。今回はスクウェアエンドミのねじれ角についてです。
切削お役立ち情報№138です。今回はスクエアエンドミルの刃数による使い分けになります。
切削お役立ち情報NO.137です。今回からはエンドミルについての豆知識となります。
切削お役立ち情報No.136です。今回は剛性の低いワーク加工のワンポイントアドバイスになります。
切削お役立ち情報NO.135です。前回と同じくプランジ加工の解説で、補足情報になります。
切削お役立ち情報NO.134です。プランジ加工は上手く加工にあてはまると、生産性が大きく改善されます。

「日程の調整が難しい…」「来るのはちょっと…」というお客様もご安心ください!
tomakichiでは、zoomやGoogle MEETを用いた、オンライン相談も承っております!
※他のWeb会議システムにも対応可能です。
ご希望の方は、上記お問い合わせフォームの「オンライン商談を希望」にチェックを入れてください
