tomakichiコラム
端面溝入れのコツ⑩
切削お役立ち情報 No.97
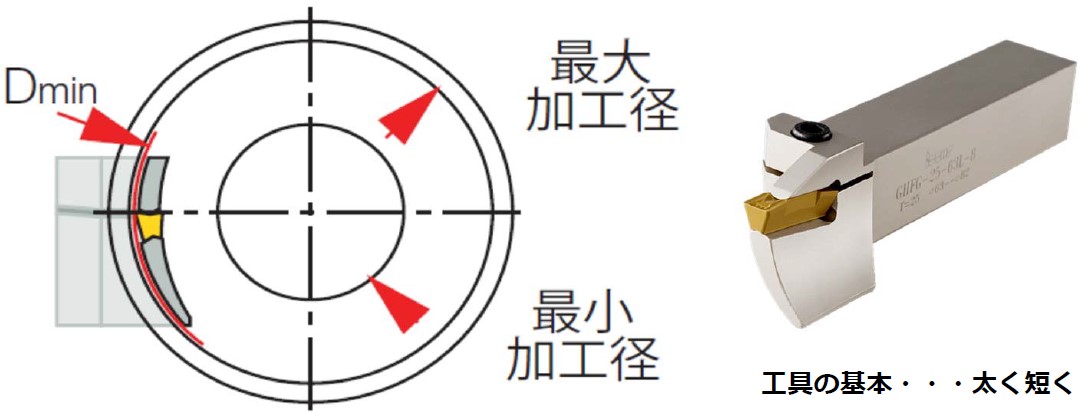
端⾯ホルダーの選定⽅法…剛性重視︕︕
まず、剛性を一番に考えて下さい。下記の①②③を出来るだけ満たせるホルダーを選びます。
①出来るだけ幅の大きなチップを使用する・・・№88 2021年9月号参照。
②突き出しの短いホルダーを使用する・・・№89 2021年10月号参照。
③出来るだけ曲率の大きいホルダーを使用する・・・№90 2021年11月号参照。
上記①②③を念頭に入れ、
ホルダーのDmin(最小加工径)がワークの最大加工径に近いものを選びます。
(出来るだけ、大きい径を加工できるホルダーを選ぶ)
 <例>
<例>
・最⼤加⼯径Φ100 最⼩加⼯径60㎜ 加⼯深さ20㎜の時、下記のホルダーはどれが良いか︖
 まずは、最大加工深さに注目です。5㎜幅チップが付くホルダー④は32㎜と突き出し(加工深さ)
まずは、最大加工深さに注目です。5㎜幅チップが付くホルダー④は32㎜と突き出し(加工深さ)
が長くなるので、まずは除外。
次に①②③ですが、チップ幅の大きい4㎜チップが付くホルダー②③を選びます。
次に、ホルダーのDmin(最小加工径)がワークの最大加工径に近いものを選べば良いので、正解は③となります。







切削お役立ち情報№140です。今回はアップカットとダウンカットについてです。
切削お役立ち情報№139です。今回はスクウェアエンドミのねじれ角についてです。
切削お役立ち情報№138です。今回はスクエアエンドミルの刃数による使い分けになります。
切削お役立ち情報NO.137です。今回からはエンドミルについての豆知識となります。
切削お役立ち情報No.136です。今回は剛性の低いワーク加工のワンポイントアドバイスになります。
切削お役立ち情報NO.135です。前回と同じくプランジ加工の解説で、補足情報になります。
切削お役立ち情報NO.134です。プランジ加工は上手く加工にあてはまると、生産性が大きく改善されます。
切削お役立ち情報No.133 肩削り加工でのビビり対策となります。

「日程の調整が難しい…」「来るのはちょっと…」というお客様もご安心ください!
tomakichiでは、zoomやGoogle MEETを用いた、オンライン相談も承っております!
※他のWeb会議システムにも対応可能です。
ご希望の方は、上記お問い合わせフォームの「オンライン商談を希望」にチェックを入れてください
