tomakichiコラム
端面溝入れのコツ⑥
切削お役立ち情報 No.93
⼯具選定の基本⑥…加工方法の選択
溝の深さ、及び、溝幅によって、加⼯⼿順を選択すると上⼿く⾏きます。
①溝の深さが、溝幅の4倍以上ある場合。(狭く深い)
突きの加⼯をしていく⽅が、加⼯時間が短縮されます。
特に、溝が深い場合は、切り屑排出が重要となるので、前回、前々回のNo91、No92を参考にしてください。
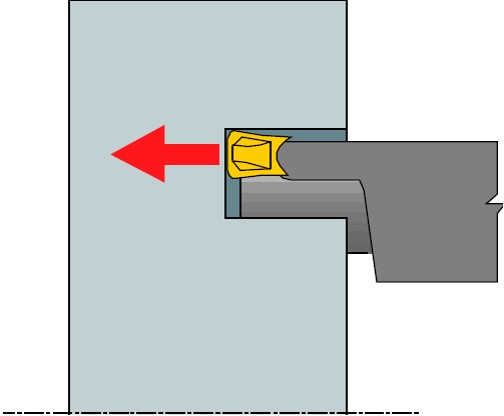
②溝幅が、溝深さの4倍以上ある時。(浅く広い)
横に切れ刃(ブレーカー)の付いた多機能チップで、横挽き加⼯を中⼼にした⽅が加⼯時間を短縮できます。
前回のNo92を参考にしてください。
また、加⼯時は、外側から内側に加⼯していくのがセオリーです。
(ホルダーの曲率のため。詳しくは、No90を参照ください)








切削お役立ち情報№140です。今回はアップカットとダウンカットについてです。
切削お役立ち情報№139です。今回はスクウェアエンドミのねじれ角についてです。
切削お役立ち情報№138です。今回はスクエアエンドミルの刃数による使い分けになります。
切削お役立ち情報NO.137です。今回からはエンドミルについての豆知識となります。
切削お役立ち情報No.136です。今回は剛性の低いワーク加工のワンポイントアドバイスになります。
切削お役立ち情報NO.135です。前回と同じくプランジ加工の解説で、補足情報になります。
切削お役立ち情報NO.134です。プランジ加工は上手く加工にあてはまると、生産性が大きく改善されます。
切削お役立ち情報No.133 肩削り加工でのビビり対策となります。

「日程の調整が難しい…」「来るのはちょっと…」というお客様もご安心ください!
tomakichiでは、zoomやGoogle MEETを用いた、オンライン相談も承っております!
※他のWeb会議システムにも対応可能です。
ご希望の方は、上記お問い合わせフォームの「オンライン商談を希望」にチェックを入れてください
