tomakichiコラム
突切加工のコツ⑦・・・送りを見直そう!!
切削お役立ち情報 No.69
今回は、切り落とし時のチップ寿命対策です。
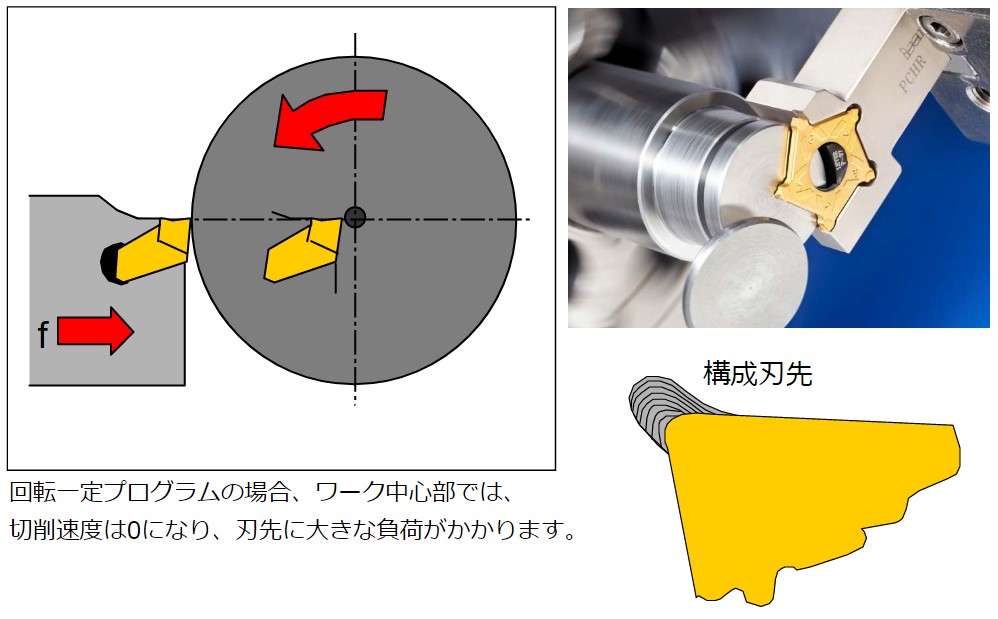
突切工具の寿命が悪くなる要因のひとつは、材料の中心まで加工することです。回転一定プログラムの場合、中心にいくに従い、切削速度が下がる為、構成刃先が発生し易くなります。構成刃先が発生すると、切り屑が刃先に溶着し、切れ味が悪くなり、切削抵抗が大きくなります。構成刃先は、次第に大きくなり、脱落した際に、刃先も一緒に脱落し、欠損に繋がります。この構成刃先を抑制するには、周速一定プログラムが有効です。また、切り落とし時の衝撃も、刃先が欠ける要因のひとつです。切り落とし時の衝撃を和らげるために、送りは、50%から75%落とすと良いでしょう。(例:中心2㎜までに来たら、送りを0.1㎜/revから0.05㎜/revにする)ワークにもよりますが、切り落とし中心の約0.5㎜位手前で、工具を止めると、ワークが自重で落ちるようになります。材料の中心付近で送りを下げる事は、切り落とし時の刃先への衝撃の緩和と、切削抵抗減につながり、大幅な刃先寿命の向上が見込めます。また、チップ材質は、衝撃に耐えることの出来る、靱性重視の材質が第一推奨となります。







切削お役立ち情報№140です。今回はアップカットとダウンカットについてです。
切削お役立ち情報№139です。今回はスクウェアエンドミのねじれ角についてです。
切削お役立ち情報№138です。今回はスクエアエンドミルの刃数による使い分けになります。
切削お役立ち情報NO.137です。今回からはエンドミルについての豆知識となります。
切削お役立ち情報No.136です。今回は剛性の低いワーク加工のワンポイントアドバイスになります。
切削お役立ち情報NO.135です。前回と同じくプランジ加工の解説で、補足情報になります。
切削お役立ち情報NO.134です。プランジ加工は上手く加工にあてはまると、生産性が大きく改善されます。
切削お役立ち情報No.133 肩削り加工でのビビり対策となります。

「日程の調整が難しい…」「来るのはちょっと…」というお客様もご安心ください!
tomakichiでは、zoomやGoogle MEETを用いた、オンライン相談も承っております!
※他のWeb会議システムにも対応可能です。
ご希望の方は、上記お問い合わせフォームの「オンライン商談を希望」にチェックを入れてください
