tomakichiコラム
突切加工のコツ⑥・・・送りを見直そう!!
切削お役立ち情報 No.68
昨年は、チップブレーカーに合った送り、刃殺しをしているネガランド幅以上の送りが必要であることを書かせて頂きました。この機会に、ご使用のチップの送り量を見直してはいかがでしょうか?
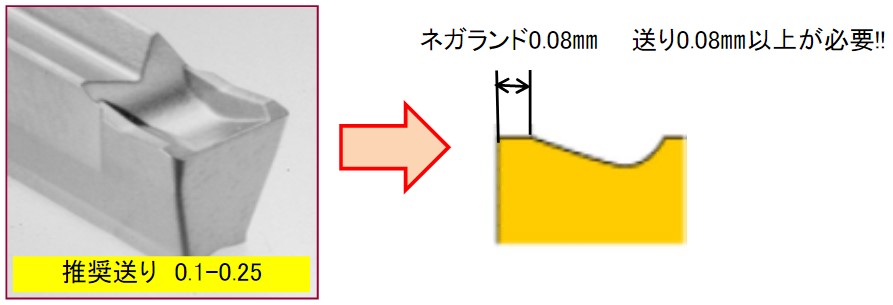
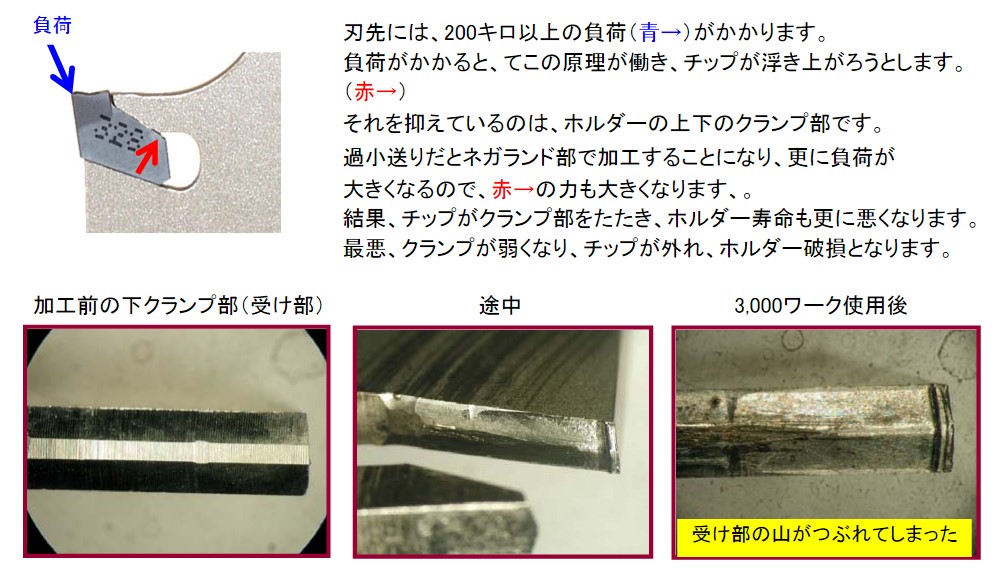
上のチップブレーカーは、ネガランド幅が0.08㎜なので0.1㎜/revから0.25mm/revが推奨送りです。しかし、0.05㎜/rev-0.08mm/revで加工しているユーザー様が多いように感じます。送りが遅いと、切屑処理が悪く、また刃殺しの部分(ネガランド)で加工する為、抵抗も大きくなります。また、送りが遅いと(過小送り)、チップのこすっている距離が長くなる為、寿命も短くなります。つまり、送りが遅いことによって、①切屑処理悪 ②切削抵抗大 ③短寿命 の三重苦を味わうことになります。下記の写真は、過小送りにより、チップ及びホルダー寿命が悪かった事例です。







切削お役立ち情報№140です。今回はアップカットとダウンカットについてです。
切削お役立ち情報№139です。今回はスクウェアエンドミのねじれ角についてです。
切削お役立ち情報№138です。今回はスクエアエンドミルの刃数による使い分けになります。
切削お役立ち情報NO.137です。今回からはエンドミルについての豆知識となります。
切削お役立ち情報No.136です。今回は剛性の低いワーク加工のワンポイントアドバイスになります。
切削お役立ち情報NO.135です。前回と同じくプランジ加工の解説で、補足情報になります。
切削お役立ち情報NO.134です。プランジ加工は上手く加工にあてはまると、生産性が大きく改善されます。
切削お役立ち情報No.133 肩削り加工でのビビり対策となります。

「日程の調整が難しい…」「来るのはちょっと…」というお客様もご安心ください!
tomakichiでは、zoomやGoogle MEETを用いた、オンライン相談も承っております!
※他のWeb会議システムにも対応可能です。
ご希望の方は、上記お問い合わせフォームの「オンライン商談を希望」にチェックを入れてください
