tomakichiコラム
理想的な切屑を得るための条件設定
切削お役立ち情報 No.45
切屑が詰まることなく排出されている時は、切削条件が概ね合っていると言えます。これを確認する良い方法は、加工音を聞くことです(先月号ご参照)。連続音が聞こえる場合は、切屑排出は良好ですが、断続音は切屑の詰まりが考えられます。異常音がする場合は、詰まりが原因の可能性があります。切屑を形状チェックして下さい。切屑が長く、渦巻状ではなく曲がっている場合、詰まりが発生しています。
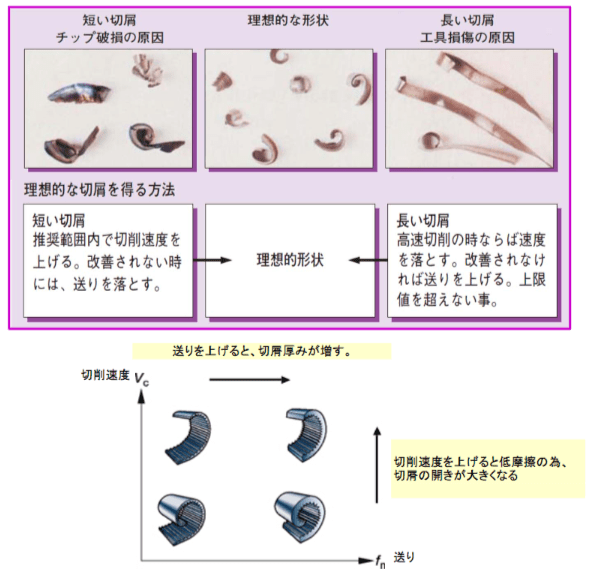
上記のように切削速度・送りを調整して、切り屑を理想的な形状に持っていって下さい。
次回は、「切削条件の設定は、尾に聞け?」についてです。







切削お役立ち情報№141です。今回はダウンカットについてです。
切削お役立ち情報№140です。今回はアップカットとダウンカットについてです。
切削お役立ち情報№139です。今回はスクウェアエンドミのねじれ角についてです。
切削お役立ち情報№138です。今回はスクエアエンドミルの刃数による使い分けになります。
切削お役立ち情報NO.137です。今回からはエンドミルについての豆知識となります。
切削お役立ち情報No.136です。今回は剛性の低いワーク加工のワンポイントアドバイスになります。
切削お役立ち情報NO.135です。前回と同じくプランジ加工の解説で、補足情報になります。
切削お役立ち情報NO.134です。プランジ加工は上手く加工にあてはまると、生産性が大きく改善されます。

「日程の調整が難しい…」「来るのはちょっと…」というお客様もご安心ください!
tomakichiでは、zoomやGoogle MEETを用いた、オンライン相談も承っております!
※他のWeb会議システムにも対応可能です。
ご希望の方は、上記お問い合わせフォームの「オンライン商談を希望」にチェックを入れてください
