tomakichiコラム
温度上昇と工具寿命の関係
切削お役立ち情報 No.26
|
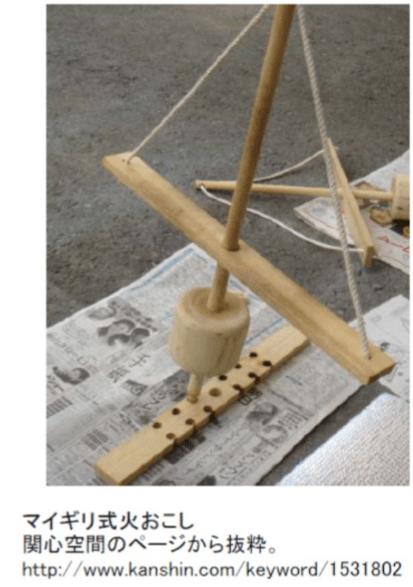
火は、人間の生活にとって、欠かすことのできないものです。 人類の歴史を紐解いてみると、全ての時代を通じて、人の営みを支えてきたのが、火であることに気が付くでしょう。 今は、スイッチ一つで簡単に火をつけることが出来ますが、古代にはそんな便利なものは無く、毎回、人力で火を起こしていました。 非常に労力の要る作業です。これを簡単に済ませたいと、右図のような道具を思いついた人がいました。 紐の張力を利用し、中心の棒を回転させると、先端が擦れ、摩擦を発生させます。その摩擦により、熱が発生し、火を起こします。まさに先人の知恵ですね。 ところで、この道具、「切削加工」に似ていると思いませんか? 高速で回転する物体が、別の物体と摩擦を起こすところは、工具刃先が擦れて、摩擦を起こす姿に近いと思いませんか? 火おこしと同じで、切削加工でも大きな熱が発生します。 工具刃先が被削材と擦れて発生する摩擦(それと被削材をせん断変形させる力)が熱の原因です。 |
 |
実際に加工現場に立たれている方にとっては「何を今更」ということでしょう。
加工直後の刃先は、場合によっては、熱く全く触れることが出来ない場合もあります。
考えてみれば当たり前のことですが、切削加工を理解する上で非常に大切な事柄なので、もう少し詳しく見ていきましょう。
火おこしは、のんびりと棒を回していては、一向に火が付きません。十分に温度を上げるためには、高速で回転させ続けることが重要です。
また、上手に火を起こすコツとしては、火おこし棒の先端を下の板に常時接触させることです。棒の先が浮き上がってしまうと、せっかく摩擦で生じた熱が逃げてしまうからです。
|
これは、切削加工にも当てはまります。
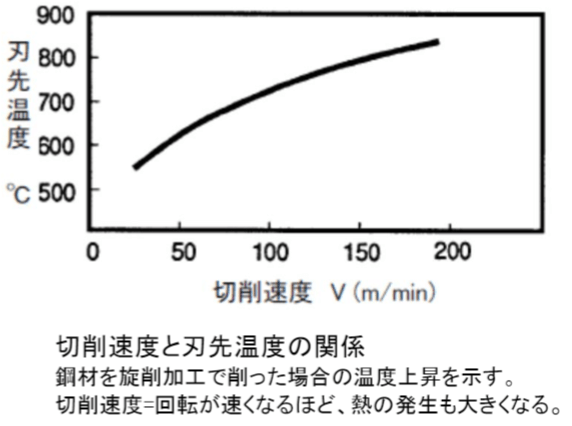
刃先が被削材を擦る速さ(切削速度)が上がるほど、刃先の温度も上がっていきます。 右図では、切削速度50m/minの時は、600°Cですが、200m/minでは、800°Cを超えています。
また、常に刃先が被削材と接している場合と、そうでない場合では、温度上昇に違いがあります。そうです、上で話したように、頻繁に刃先が離れる加工(断続加工や転削)よりも、常に刃先が被削材に触れている加工(連続加工)の方が、温度は上昇しやすいのです。
刃先の熱と工具寿命には、密接な関係があるのですが、その話は、また次回に。 |
 |
次回は、「蛍は、分速30メートルで飛ぶ!?」についてです。







切削お役立ち情報№141です。今回はダウンカットについてです。
切削お役立ち情報№140です。今回はアップカットとダウンカットについてです。
切削お役立ち情報№139です。今回はスクウェアエンドミのねじれ角についてです。
切削お役立ち情報№138です。今回はスクエアエンドミルの刃数による使い分けになります。
切削お役立ち情報NO.137です。今回からはエンドミルについての豆知識となります。
切削お役立ち情報No.136です。今回は剛性の低いワーク加工のワンポイントアドバイスになります。
切削お役立ち情報NO.135です。前回と同じくプランジ加工の解説で、補足情報になります。
切削お役立ち情報NO.134です。プランジ加工は上手く加工にあてはまると、生産性が大きく改善されます。

「日程の調整が難しい…」「来るのはちょっと…」というお客様もご安心ください!
tomakichiでは、zoomやGoogle MEETを用いた、オンライン相談も承っております!
※他のWeb会議システムにも対応可能です。
ご希望の方は、上記お問い合わせフォームの「オンライン商談を希望」にチェックを入れてください
