tomakichiコラム
変形と剛性 太く短く!!
切削お役立ち情報 No.35
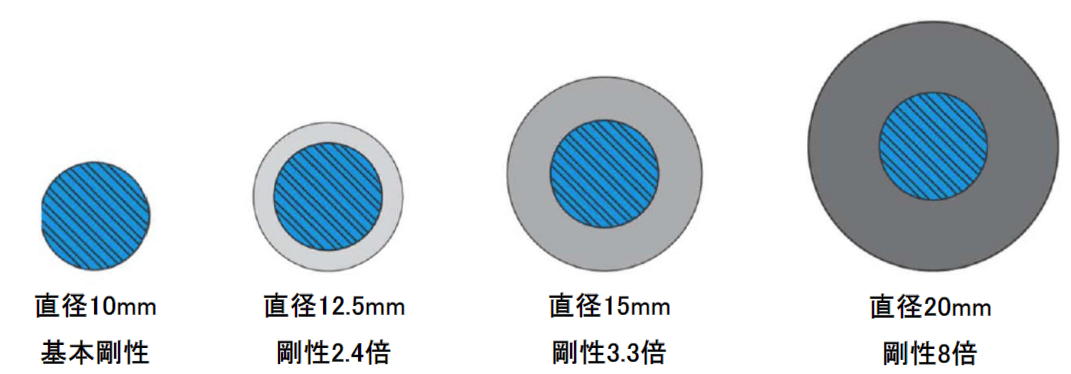
<直径が2倍になると、剛性は8倍?>
上記の図をご覧ください。
直径10㎜を基本剛性とした場合、12,5㎜の場合は、2.4倍、5㎜増しの15㎜では、3倍になります。これは、曲げに対する断面係数によるものです。詳しい説明は省きますが、丸材の場合、直径の3乗で断面係数(曲がりにくさ)が変わります。
工具は、太く短くが基本となります。
実際の現場では、工具径が倍も変わることは無いと思いますが、上記の左から2番目の図からわかるように、25%UPすると、剛性が2.4倍になります。10%UP出来ただけでも、3割も剛性がUPします。少しの差ですが、結果には大きく返ってきます。意外と見落としがちなところなので、現場で再度確認をお願いします!
次回は、「エンドミルの芯厚について」です。







切削お役立ち情報№140です。今回はアップカットとダウンカットについてです。
切削お役立ち情報№139です。今回はスクウェアエンドミのねじれ角についてです。
切削お役立ち情報№138です。今回はスクエアエンドミルの刃数による使い分けになります。
切削お役立ち情報NO.137です。今回からはエンドミルについての豆知識となります。
切削お役立ち情報No.136です。今回は剛性の低いワーク加工のワンポイントアドバイスになります。
切削お役立ち情報NO.135です。前回と同じくプランジ加工の解説で、補足情報になります。
切削お役立ち情報NO.134です。プランジ加工は上手く加工にあてはまると、生産性が大きく改善されます。
切削お役立ち情報No.133 肩削り加工でのビビり対策となります。

「日程の調整が難しい…」「来るのはちょっと…」というお客様もご安心ください!
tomakichiでは、zoomやGoogle MEETを用いた、オンライン相談も承っております!
※他のWeb会議システムにも対応可能です。
ご希望の方は、上記お問い合わせフォームの「オンライン商談を希望」にチェックを入れてください
