tomakichiコラム
tomakichiコラム
各スクリューの推奨締付けトルク値について
2021.02.08
技術
切削お役立ち情報 No.02
●六角穴付きボルト(キャップボルトについて)
六角穴付きボルトの推奨締付けトルク値に関しては基本的にねじ径の1倍から1.5倍です。
例)M5のボルトの場合
min)M5×1=5.0(N・m)
max)M5×1.5=7.5(N・m)
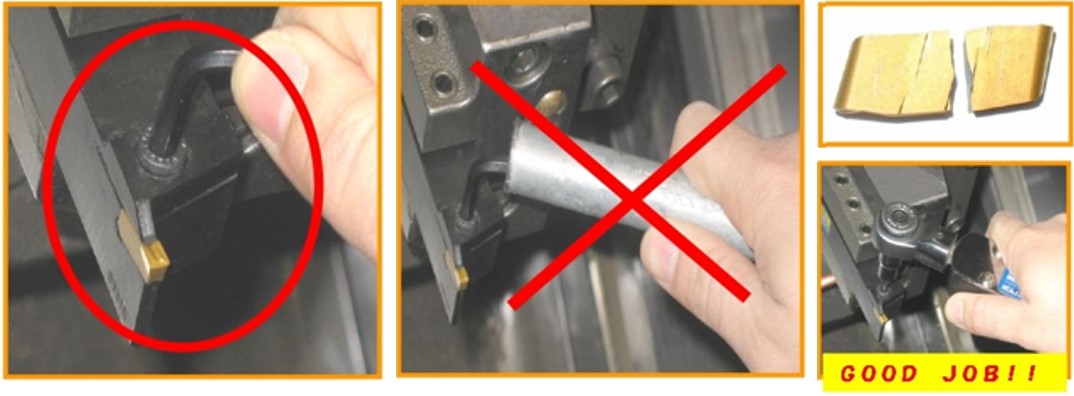
締め付け力には個人差はあると思いますが手締めの際とパイプを使用した際の締め付け力の比較を行いました。(表1.参照)手締めですと推奨トルク値内納まりましたが、パイプを使用した場合は適度に締め付けたつもりでも過度の力がかかってしまいます。
| 適度に締めた場合 | 強く締めた場合 | |
| 手締め | 6.0-6.5 | 7.5-8.5 |
| パイプ使用 | 9.9-10.5 | 19.8-20.4 |
| 推奨締め付けトルク値 | 6.0-9.0 | |
表1.手締めとパイプ使用時の締め付け力比較(M6ボルトの場合)
ホルダーポケットの掃除について
 |
チップの交換の際、ポケットの掃除をきちんと行っていますか?削る前よりも硬くなった切り屑が、チップとホルダーの間に挟まると、チップが動きやすくなり破損、チッピングにつながります。面倒くさがらずにきれいにしましょう!!また潤滑油を挿すことで、磨耗が減少し、ホルダー寿命が延長できます。 |







tomakichiコラム一覧
new
技術
ミーリング加工について㊹
切削お役立ち情報№141です。今回はダウンカットについてです。
2026.02.09
続きはこちら
技術
ミーリング加工について㊸
切削お役立ち情報№140です。今回はアップカットとダウンカットについてです。
2026.01.05
続きはこちら
技術
ミーリング加工について㊷
切削お役立ち情報№139です。今回はスクウェアエンドミのねじれ角についてです。
2025.12.03
続きはこちら
技術
ミーリング加工について㊶
切削お役立ち情報№138です。今回はスクエアエンドミルの刃数による使い分けになります。
2025.11.06
続きはこちら
技術
ミーリング加工について㊵
切削お役立ち情報NO.137です。今回からはエンドミルについての豆知識となります。
2025.10.03
続きはこちら
技術
ミーリング加工について㊴
切削お役立ち情報No.136です。今回は剛性の低いワーク加工のワンポイントアドバイスになります。
2025.09.01
続きはこちら
技術
ミーリング加工について㊳
切削お役立ち情報NO.135です。前回と同じくプランジ加工の解説で、補足情報になります。
2025.08.06
続きはこちら
技術
ミーリング加工について㊲
切削お役立ち情報NO.134です。プランジ加工は上手く加工にあてはまると、生産性が大きく改善されます。
2025.07.02
続きはこちら

「日程の調整が難しい…」「来るのはちょっと…」というお客様もご安心ください!
tomakichiでは、zoomやGoogle MEETを用いた、オンライン相談も承っております!
※他のWeb会議システムにも対応可能です。
ご希望の方は、上記お問い合わせフォームの「オンライン商談を希望」にチェックを入れてください
