tomakichiコラム
加工条件~送りについて
切削お役立ち情報 No.24
切削加工とは、工具を押し付け、金属材料の表面を剥ぎ取るようにして削る方法です。
前回も同じことを書きました。
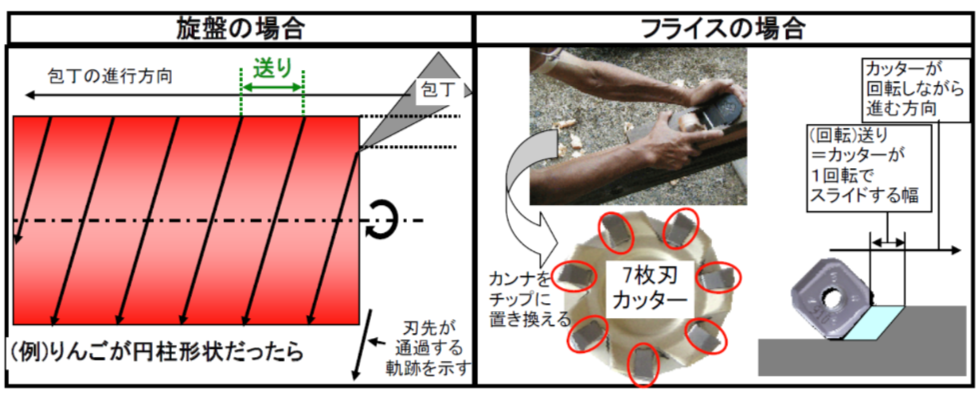
りんごの皮むきを例に説明しましたが、今回も同じく、りんごの皮むきを例にして、送りについて説明したいと思います。
前回説明した、「切り込み」をりんごの皮の厚さ(切り屑厚み)とすると、「送り」とは、りんごの皮の幅(切り屑の幅)、1回転当たりに進む距離、を示します。
(回転当たりの)送りの値は、切削加工の能率を表すバロメーターのひとつで、”f“で表されます(feed(送り)の略) 。
このfの値が大きいと、1回転当たりに進む距離が大きいので、加工能率は上がります。
そして、フライス加工の際に登場する記号が、Z(カッターの刃数)、fz(一刃当たりの送り量)になります。
旋盤加工の場合は、刃数は常に1ですが、フライスの場合は、刃数が複数になるため、一刃当たりの仕事量を表す必要があります。
(送り( f )が速くても、それは一刃当たりの送り量が速いのか、刃数が多くて、相対的に速いのかわからないため。)
そのため、fzの値は、fz = f ÷ Z で算出します。
また、周速の求め方と同じくらい、重要な切削の公式があります。
F(テーブル送り)= S(回転数) × f(送り量)です。(単位は、m/min)
これは、工具が1分間当たりどれだけの距離を進むかを示し、加工時間を比較する場合にわかりやすい指標となります。
次回は、「切削条件と工具寿命の関係について」です。







切削お役立ち情報№140です。今回はアップカットとダウンカットについてです。
切削お役立ち情報№139です。今回はスクウェアエンドミのねじれ角についてです。
切削お役立ち情報№138です。今回はスクエアエンドミルの刃数による使い分けになります。
切削お役立ち情報NO.137です。今回からはエンドミルについての豆知識となります。
切削お役立ち情報No.136です。今回は剛性の低いワーク加工のワンポイントアドバイスになります。
切削お役立ち情報NO.135です。前回と同じくプランジ加工の解説で、補足情報になります。
切削お役立ち情報NO.134です。プランジ加工は上手く加工にあてはまると、生産性が大きく改善されます。
切削お役立ち情報No.133 肩削り加工でのビビり対策となります。

「日程の調整が難しい…」「来るのはちょっと…」というお客様もご安心ください!
tomakichiでは、zoomやGoogle MEETを用いた、オンライン相談も承っております!
※他のWeb会議システムにも対応可能です。
ご希望の方は、上記お問い合わせフォームの「オンライン商談を希望」にチェックを入れてください
