tomakichiコラム
切削のメカニズム(切れてない?)
切削お役立ち情報 No.33
|
|
皆さんは、「切削加工」とは、文字通り、切っている、と思いますか?実は、切っているのではなく、割っているのです。刃先は、ワークに常時接触していません。鉈(なた)で、薪を割るように、チップの刃先で、ワークを割っているのです。刃先は、ワークに食い付く一瞬だけ、ワークに接触しますが、その後は、刃先の腹(すくい面)と逃げ面で、ワークを割っていきます。
|
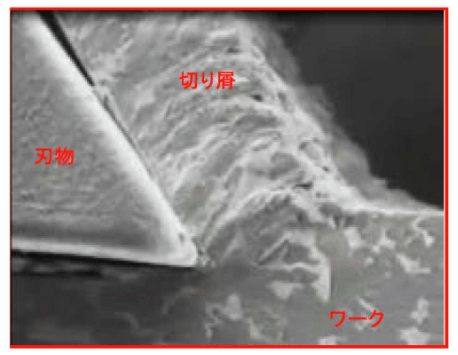


<構成刃先は、敵か味方か?>
刃先には、高い圧力と温度の為、切り屑の一部が付着します。この付着物は、薄い膜状、ないしは層状のものである場合もありますが、大きく成長して刃先に固着し、刃先に似た形状をとることがあります。これは、構成刃先と呼ばれ、材料本来より、硬くなっている為、刃先を保護し、刃先寿命が延びる利点がありますが、仕上げ面にむしれが生じたり、寸法精度が悪くなるなどの欠点もあります。このように、構成刃先は利点もありますが、欠点のほうが多いため、発生しない方が良いと言えます。切り屑の裏面を観察すると、構成刃先が発生したかどうかが判ります。切り屑裏面が滑らかであれば、切削状態は良好ということになります。 参考文献ここから始める旋盤加工澤武一著
次回は、「構成刃先のメカニズム」についてです。







切削お役立ち情報№140です。今回はアップカットとダウンカットについてです。
切削お役立ち情報№139です。今回はスクウェアエンドミのねじれ角についてです。
切削お役立ち情報№138です。今回はスクエアエンドミルの刃数による使い分けになります。
切削お役立ち情報NO.137です。今回からはエンドミルについての豆知識となります。
切削お役立ち情報No.136です。今回は剛性の低いワーク加工のワンポイントアドバイスになります。
切削お役立ち情報NO.135です。前回と同じくプランジ加工の解説で、補足情報になります。
切削お役立ち情報NO.134です。プランジ加工は上手く加工にあてはまると、生産性が大きく改善されます。
切削お役立ち情報No.133 肩削り加工でのビビり対策となります。

「日程の調整が難しい…」「来るのはちょっと…」というお客様もご安心ください!
tomakichiでは、zoomやGoogle MEETを用いた、オンライン相談も承っております!
※他のWeb会議システムにも対応可能です。
ご希望の方は、上記お問い合わせフォームの「オンライン商談を希望」にチェックを入れてください
