tomakichiコラム
切り込みは、コーナーR以上? その2
切削お役立ち情報 No.32
前回は、旋削加工での切り込みと、コーナーRの関係について、説明しました。
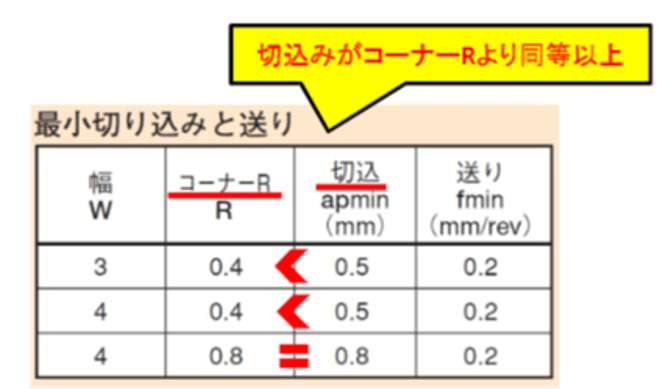
切り込み(mm) > コーナーR
これは、溝入れ工具での横挽き加工でも同じことが言えます。以下の図表を見てください。
|
|
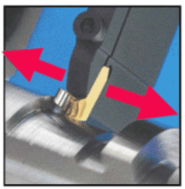
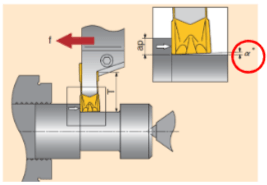
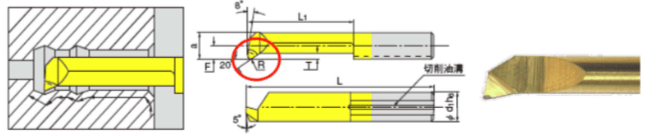
多機能工具(横挽き加工できる溝入れ工具)は、横挽き加工時にホルダーがたわみ、チップと材料の間に、逃げ角α(左図の赤丸部分)が生まれます。この逃げ角が発生することにより、チップの刃先が材料にベタ当たりせず、ビビリの発生を防ぎ、良好な面粗度を維持することが出来ます。しかし、切り込みが浅いと、ホルダーがたわまず、逃げ角αが発生しないため、刃先が材料にベタ当たりして、ビビリが生じてしまいます。多機能工具は、切削負荷をかけてやることで、ホルダーのたわみを発生させ、逃げ角αを発生させます。しかし、切り込みがコーナーR以下だと、切削負荷が小さく、たわみが発生しづらくなります。これは、端面溝入れの横挽き旋削でも、同様のことが言えます。また、小径加工時のボーリングバー(下記の図参照)を使用する際も、同様です。 コーナーR以上の切込みを注意してみてください! |

次回は、「切削のメカニズム(切れてない?)」についてです。







切削お役立ち情報№141です。今回はダウンカットについてです。
切削お役立ち情報№140です。今回はアップカットとダウンカットについてです。
切削お役立ち情報№139です。今回はスクウェアエンドミのねじれ角についてです。
切削お役立ち情報№138です。今回はスクエアエンドミルの刃数による使い分けになります。
切削お役立ち情報NO.137です。今回からはエンドミルについての豆知識となります。
切削お役立ち情報No.136です。今回は剛性の低いワーク加工のワンポイントアドバイスになります。
切削お役立ち情報NO.135です。前回と同じくプランジ加工の解説で、補足情報になります。
切削お役立ち情報NO.134です。プランジ加工は上手く加工にあてはまると、生産性が大きく改善されます。

「日程の調整が難しい…」「来るのはちょっと…」というお客様もご安心ください!
tomakichiでは、zoomやGoogle MEETを用いた、オンライン相談も承っております!
※他のWeb会議システムにも対応可能です。
ご希望の方は、上記お問い合わせフォームの「オンライン商談を希望」にチェックを入れてください
