tomakichiコラム
切り屑に色はついていない?
切削お役立ち情報 No.30
皆さんの切り屑の色は、何色でしょうか?実は、切り屑の色は、切り屑の表面に色がついているのではありません。
加工時の切削温度により、形成される酸化皮膜の厚さが変わり、その厚みによって、目に見える色が変わるのです。
光が切り屑に反射する際、酸化皮膜の厚みにより、反射しやすい色、消滅しやすい色があり、目に見える色が変化してみえます。
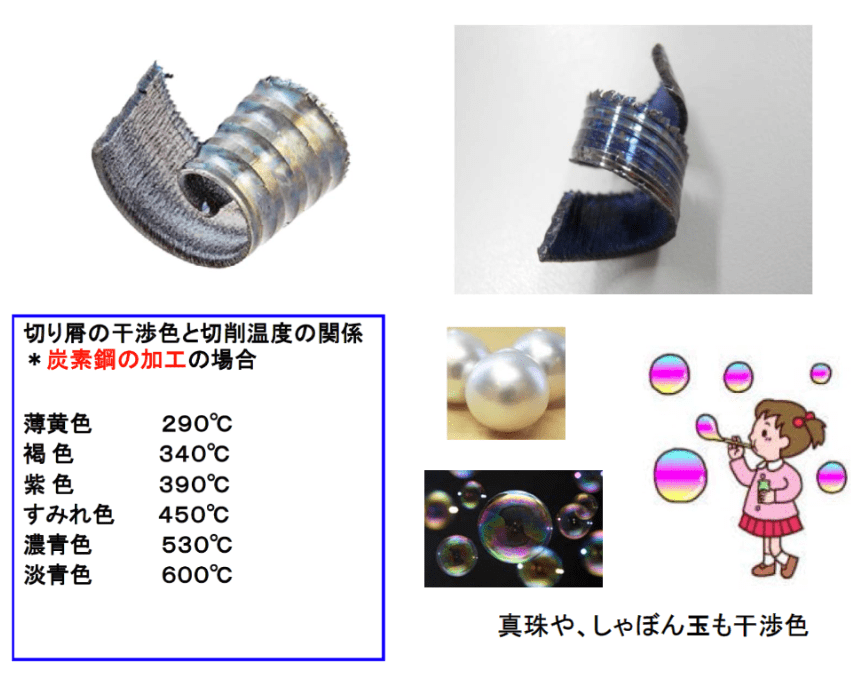
例えば、真珠や、しゃぼん玉、孔雀の羽も同じく、物体に色がついているのではなく、光の干渉によって、見える色が違います。(干渉色と言います)
酸化皮膜は、切り屑の温度に比例し、厚くなります。そして、酸化皮膜の厚みに比例して、干渉色は濃い色になります。(上左図を参照してください)
切り屑の色は、加工時の切削温度を測る材料となり、切削状況を推定する要因のひとつになります。
次回は、「切り込みは、コーナーR以上? その1」についてです。







切削お役立ち情報№140です。今回はアップカットとダウンカットについてです。
切削お役立ち情報№139です。今回はスクウェアエンドミのねじれ角についてです。
切削お役立ち情報№138です。今回はスクエアエンドミルの刃数による使い分けになります。
切削お役立ち情報NO.137です。今回からはエンドミルについての豆知識となります。
切削お役立ち情報No.136です。今回は剛性の低いワーク加工のワンポイントアドバイスになります。
切削お役立ち情報NO.135です。前回と同じくプランジ加工の解説で、補足情報になります。
切削お役立ち情報NO.134です。プランジ加工は上手く加工にあてはまると、生産性が大きく改善されます。
切削お役立ち情報No.133 肩削り加工でのビビり対策となります。

「日程の調整が難しい…」「来るのはちょっと…」というお客様もご安心ください!
tomakichiでは、zoomやGoogle MEETを用いた、オンライン相談も承っております!
※他のWeb会議システムにも対応可能です。
ご希望の方は、上記お問い合わせフォームの「オンライン商談を希望」にチェックを入れてください
