tomakichiコラム
内径溝入れのコツ④
切削お役立ち情報 No.84
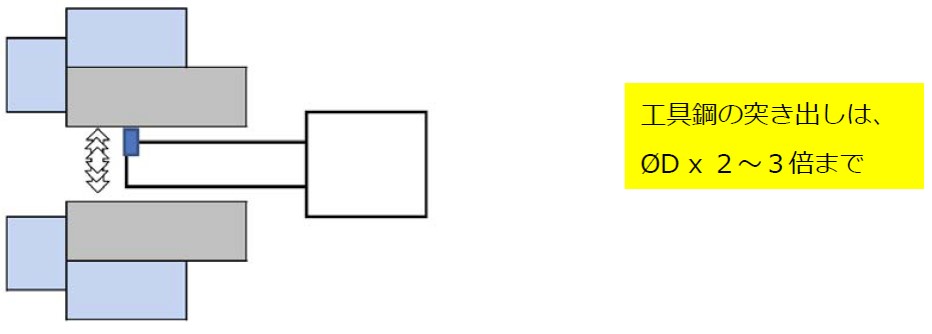
下記は、⼯具鋼のホルダーで溝⼊れを⾏ったものです。突き出し量60㎜ ホルダー径Φ16なので、
L/D=3.75の加⼯となります。ビビりが発⽣し、テスト中⽌となりました。
⼀般的に⼯具鋼の突き出しは、⼯具径に対し、2-3倍が限度となりますので、無理がありました。。。
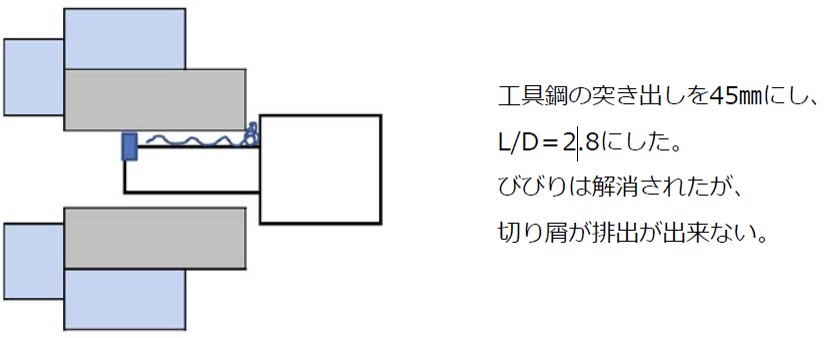
次に、突き出しを短くしましたが、切り屑が逃げず、テスト中⽌です。。。
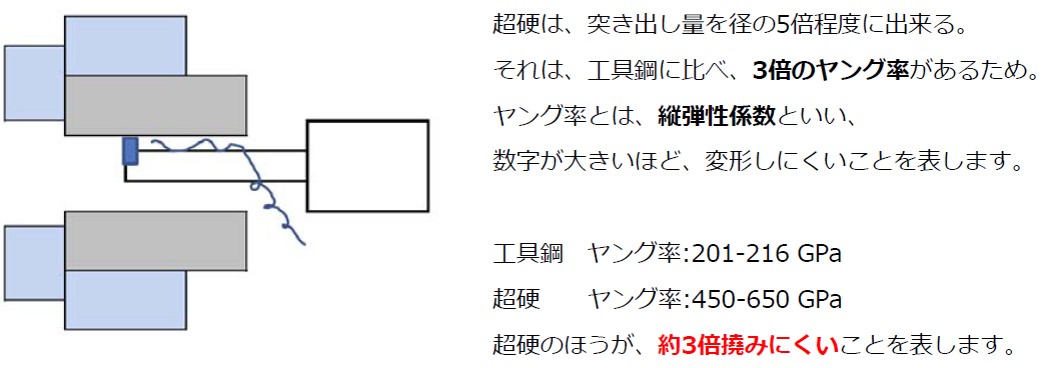
ホルダーをΦ12の超硬製にして、テスト。突き出しは60㎜なので、L/D=5の加⼯となった。
ビビりが解消され、切り屑排出スペースも広くなり、排出も良好で採⽤。







切削お役立ち情報№140です。今回はアップカットとダウンカットについてです。
切削お役立ち情報№139です。今回はスクウェアエンドミのねじれ角についてです。
切削お役立ち情報№138です。今回はスクエアエンドミルの刃数による使い分けになります。
切削お役立ち情報NO.137です。今回からはエンドミルについての豆知識となります。
切削お役立ち情報No.136です。今回は剛性の低いワーク加工のワンポイントアドバイスになります。
切削お役立ち情報NO.135です。前回と同じくプランジ加工の解説で、補足情報になります。
切削お役立ち情報NO.134です。プランジ加工は上手く加工にあてはまると、生産性が大きく改善されます。
切削お役立ち情報No.133 肩削り加工でのビビり対策となります。

「日程の調整が難しい…」「来るのはちょっと…」というお客様もご安心ください!
tomakichiでは、zoomやGoogle MEETを用いた、オンライン相談も承っております!
※他のWeb会議システムにも対応可能です。
ご希望の方は、上記お問い合わせフォームの「オンライン商談を希望」にチェックを入れてください
