tomakichiコラム
リーマ加工のトラブルシューティング
切削お役立ち情報 No.51
◆今回は、リーマ加工のトラブルシューティングについてです。下記図をご覧ください。
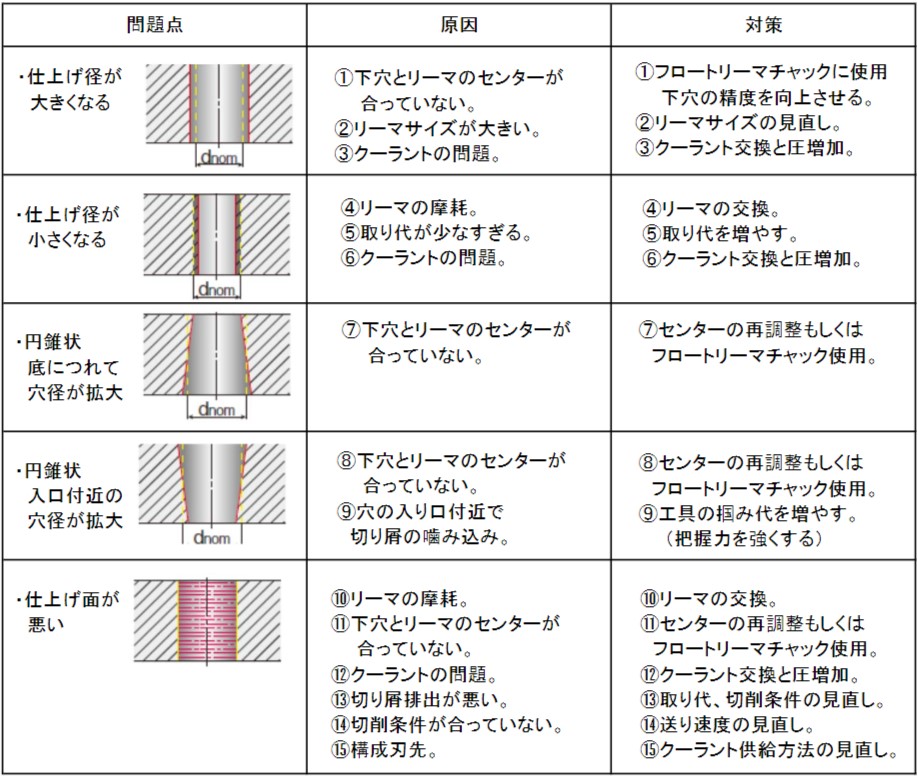
◆リーマはマージン部で加工面を潰して面粗さを向上させます。このマージン量は5ミクロン前後なので、芯ズレ、振れが大きいと、穴径拡大に至り、切れ刃だけの加工となり、マージンが働かなくなります。よって、芯ズレ、振れは 5ミクロン以内に抑えるのが鉄則です。また、マージン部で面を潰すので、摩擦熱と切り屑の噛みが発生し易くなります。これを防ぐのが、潤滑と排出を促す切削油になります。よくある失敗例は、下穴径が大きく、取代が少なすぎることです。下穴に十分な取代が無いと、リーマが擦れてすぐに摩耗し、径が小さくなることがあります。また、取代が多すぎたり、送り速度が速すぎたりすると、切り屑厚みが大きくなり、排出が難しくなります。







切削お役立ち情報№140です。今回はアップカットとダウンカットについてです。
切削お役立ち情報№139です。今回はスクウェアエンドミのねじれ角についてです。
切削お役立ち情報№138です。今回はスクエアエンドミルの刃数による使い分けになります。
切削お役立ち情報NO.137です。今回からはエンドミルについての豆知識となります。
切削お役立ち情報No.136です。今回は剛性の低いワーク加工のワンポイントアドバイスになります。
切削お役立ち情報NO.135です。前回と同じくプランジ加工の解説で、補足情報になります。
切削お役立ち情報NO.134です。プランジ加工は上手く加工にあてはまると、生産性が大きく改善されます。
切削お役立ち情報No.133 肩削り加工でのビビり対策となります。

「日程の調整が難しい…」「来るのはちょっと…」というお客様もご安心ください!
tomakichiでは、zoomやGoogle MEETを用いた、オンライン相談も承っております!
※他のWeb会議システムにも対応可能です。
ご希望の方は、上記お問い合わせフォームの「オンライン商談を希望」にチェックを入れてください
