tomakichiコラム
ライフリングマークを防げ!!
切削お役立ち情報 No.43
先月は、ライフリング(おむすび穴)について説明しました。
今回は、もう少し掘り下げて、対策を説明したいと思います。
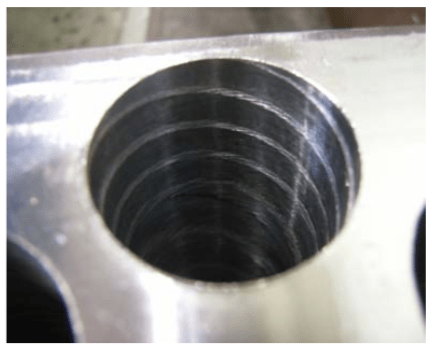
ライフリング(おむすび穴)は、なぜいけないか?おむすび穴(奇数角穴)だと・・・
①位置精度
②真円度
③真直度
④径の拡大代が不安定になる。
また、ライフリングマークがついた状態で、リーマー加工、タップ加工をすると精度不良につながります。また、ステンレスなど加工硬化が起こりやすい材質では、工具摩耗が激しくなり、安定加工が出来ません。
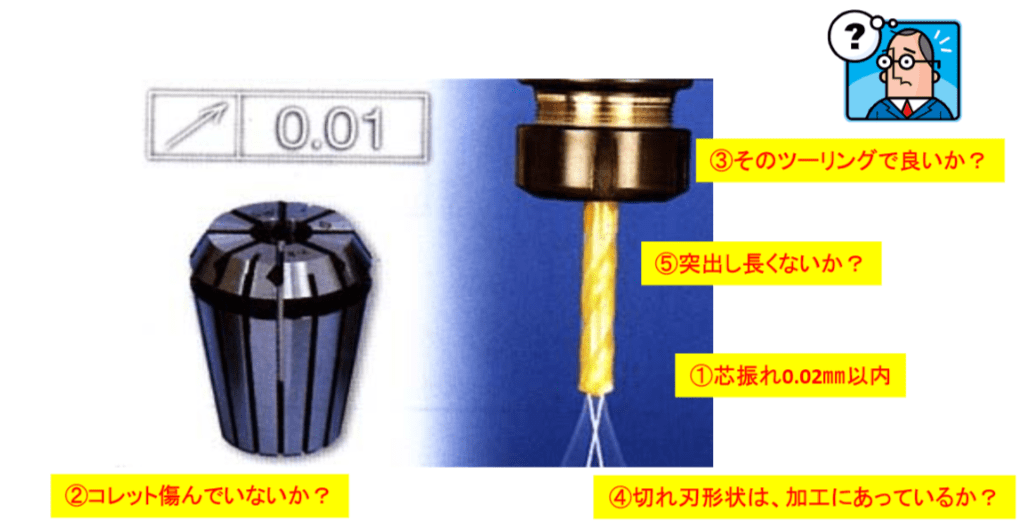
奇数角穴は、ドリルのチゼル部が食いつかずに振られることで起こります。
①セット振れの不適
②コレット等の保持具の精度不良
保持剛性の不足
④切れ刃形状の見直し
⑤溝長など突出し長さ(長すぎないか?)
の見直しが必要です。
次回は、「ドリルの理想的な切り屑とは?」についてです。







切削お役立ち情報№141です。今回はダウンカットについてです。
切削お役立ち情報№140です。今回はアップカットとダウンカットについてです。
切削お役立ち情報№139です。今回はスクウェアエンドミのねじれ角についてです。
切削お役立ち情報№138です。今回はスクエアエンドミルの刃数による使い分けになります。
切削お役立ち情報NO.137です。今回からはエンドミルについての豆知識となります。
切削お役立ち情報No.136です。今回は剛性の低いワーク加工のワンポイントアドバイスになります。
切削お役立ち情報NO.135です。前回と同じくプランジ加工の解説で、補足情報になります。
切削お役立ち情報NO.134です。プランジ加工は上手く加工にあてはまると、生産性が大きく改善されます。

「日程の調整が難しい…」「来るのはちょっと…」というお客様もご安心ください!
tomakichiでは、zoomやGoogle MEETを用いた、オンライン相談も承っております!
※他のWeb会議システムにも対応可能です。
ご希望の方は、上記お問い合わせフォームの「オンライン商談を希望」にチェックを入れてください
