tomakichiコラム
ミーリング加⼯について⑮
切削お役立ち情報 No.112
今回は、ダウンカット、アップカットの違いになります。
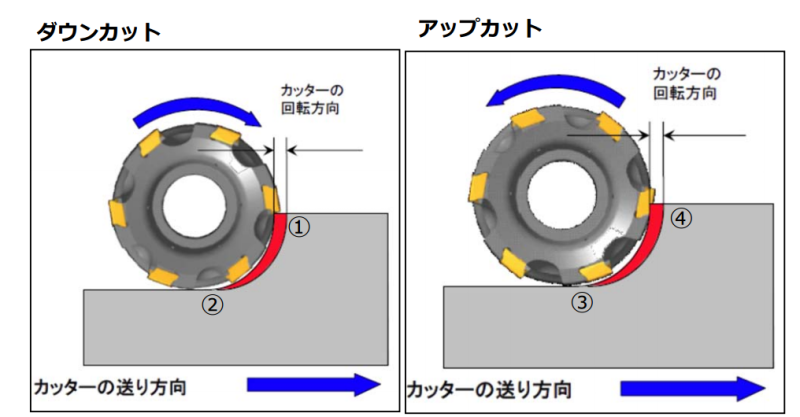
<切屑厚みに着⽬>
●ダウンカットは、①⼊り際の切屑厚みが最⼤になり(抵抗⼤)、
②抜け際が最⼩になる(抵抗⼩)。
●アップカットは、③⼊り際の切屑厚みが最⼩になり(抵抗⼩)、
④抜け際が最⼤になる(抵抗⼤)。
超硬チップは、⼀般的にダウンカットで⾏います。これは、超硬チップの
圧縮に強く、引張りに弱いという特性から、アップカットで加⼯すると
寿命が半減することを考慮しています。
しかし、アップカットの⽅が切削の衝撃が少なく、精度が必要な場合や、
ワーク剛性が低い場合には、アップカットで切削を⾏うこともあります。
*超硬ソリッドエンドミルは、⼀般に仕上げ加⼯を⽬的とすることが多く、
精度重視の為にアップカットで加⼯することが多いですが、⼯具寿命で
いえば、ダウンカットの⽅が良くなります。







切削お役立ち情報№140です。今回はアップカットとダウンカットについてです。
切削お役立ち情報№139です。今回はスクウェアエンドミのねじれ角についてです。
切削お役立ち情報№138です。今回はスクエアエンドミルの刃数による使い分けになります。
切削お役立ち情報NO.137です。今回からはエンドミルについての豆知識となります。
切削お役立ち情報No.136です。今回は剛性の低いワーク加工のワンポイントアドバイスになります。
切削お役立ち情報NO.135です。前回と同じくプランジ加工の解説で、補足情報になります。
切削お役立ち情報NO.134です。プランジ加工は上手く加工にあてはまると、生産性が大きく改善されます。
切削お役立ち情報No.133 肩削り加工でのビビり対策となります。

「日程の調整が難しい…」「来るのはちょっと…」というお客様もご安心ください!
tomakichiでは、zoomやGoogle MEETを用いた、オンライン相談も承っております!
※他のWeb会議システムにも対応可能です。
ご希望の方は、上記お問い合わせフォームの「オンライン商談を希望」にチェックを入れてください
