tomakichiコラム
ミーリング加⼯について⑫
切削お役立ち情報 No.109
前回は、コーナー部に円弧補間で侵⼊すると上⼿く良くことをお話しました。
平⾯加⼯時も、円弧で侵⼊(ロールイン)すると、チップの寿命延⻑につながります。
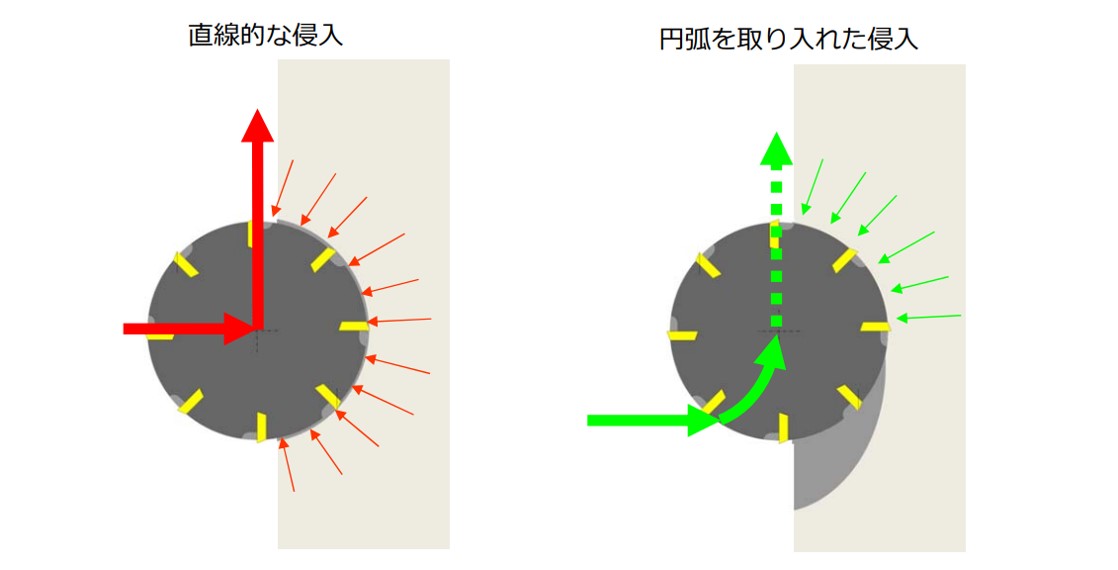
(左図)
直線的に⼊ると、ワークとカッターの接触⾯積が⼤きくなり、ビビりの原因となります。チップはビビりによる衝撃に弱いことを理解しておくことが⼤切です。特に、ワークの硬度が⾼いほど顕著にビビりが出て、⼤幅にチップ寿命が悪くなります。コーナーRより⼩さいカッターで円弧補間切削をするのがポイントです。接触⾯積が⼩さくなり、振動が起こりにくくなります。
(右図)
円弧で⼊ることにより、接触⾯積が⼩さくなり、ビビりが少なく、スムーズな加⼯に繋がります。このプログラムをすることにより、寿命が向上します。また、カッターが完全に⼊り切るまで送りを半分にすると更にチップ寿命の延⻑が⾒込めます







切削お役立ち情報№140です。今回はアップカットとダウンカットについてです。
切削お役立ち情報№139です。今回はスクウェアエンドミのねじれ角についてです。
切削お役立ち情報№138です。今回はスクエアエンドミルの刃数による使い分けになります。
切削お役立ち情報NO.137です。今回からはエンドミルについての豆知識となります。
切削お役立ち情報No.136です。今回は剛性の低いワーク加工のワンポイントアドバイスになります。
切削お役立ち情報NO.135です。前回と同じくプランジ加工の解説で、補足情報になります。
切削お役立ち情報NO.134です。プランジ加工は上手く加工にあてはまると、生産性が大きく改善されます。
切削お役立ち情報No.133 肩削り加工でのビビり対策となります。

「日程の調整が難しい…」「来るのはちょっと…」というお客様もご安心ください!
tomakichiでは、zoomやGoogle MEETを用いた、オンライン相談も承っております!
※他のWeb会議システムにも対応可能です。
ご希望の方は、上記お問い合わせフォームの「オンライン商談を希望」にチェックを入れてください
