tomakichiコラム
ミーリング加⼯について⑩
切削お役立ち情報 No.107
前回に引き続き、⾼送り⼯具の推奨加⼯⽅法についてのお話です。
この⽅法を守ることにより、安定した加⼯(寿命延⻑等)が出来ます。
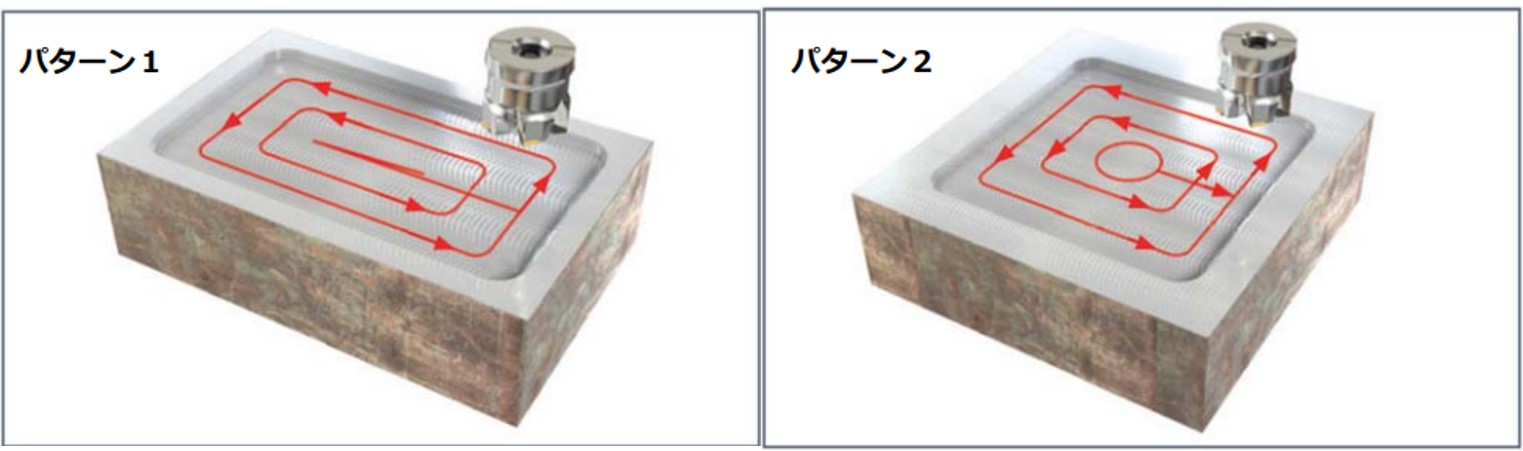
正面加工、複数パスでの正面加工
・ポケット加⼯は、加⼯物の内側から、外側に向けて繰り広げる加⼯が理想です。
・直線または円弧に斜め沈み加⼯をする場合、1パスによる、加⼯深さ、最⼤切り込み深さ以内に、さらに斜め沈み込みは、最⼤ランピング⾓以下に設定して下さい。
・刃当たり送りを、30%~40%下げて下さい ・コーナー部分を、送り半分にすると⼯具破損が減り、安定加⼯が出来ます。
⾞の運転と同じです︕︕
直線と同じスピードでコーナーを攻めると、遠⼼⼒で外側に振られて、最悪スピンアウトしてしまいますよね。。。
カッターにも同じ現象が起きています








切削お役立ち情報№140です。今回はアップカットとダウンカットについてです。
切削お役立ち情報№139です。今回はスクウェアエンドミのねじれ角についてです。
切削お役立ち情報№138です。今回はスクエアエンドミルの刃数による使い分けになります。
切削お役立ち情報NO.137です。今回からはエンドミルについての豆知識となります。
切削お役立ち情報No.136です。今回は剛性の低いワーク加工のワンポイントアドバイスになります。
切削お役立ち情報NO.135です。前回と同じくプランジ加工の解説で、補足情報になります。
切削お役立ち情報NO.134です。プランジ加工は上手く加工にあてはまると、生産性が大きく改善されます。
切削お役立ち情報No.133 肩削り加工でのビビり対策となります。

「日程の調整が難しい…」「来るのはちょっと…」というお客様もご安心ください!
tomakichiでは、zoomやGoogle MEETを用いた、オンライン相談も承っております!
※他のWeb会議システムにも対応可能です。
ご希望の方は、上記お問い合わせフォームの「オンライン商談を希望」にチェックを入れてください
