tomakichiコラム
ミーリング加⼯について⑨
切削お役立ち情報 No.106
今回は、⾼送り⼯具の推奨加⼯⽅法です。
この⽅法を守ることにより、安定した加⼯(寿命延⻑等)が出来ます。
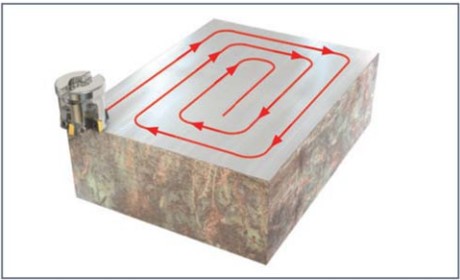
正面加工、複数パスでの正面加工
・切削幅はカッター径未満に設定してください。
軸⽅向への追い込み加⼯時に、 未加⼯部が⼭形状に⼤きく残ることを避け、刃にかかる負担を低減させる効果があります。
・ダウンカットでの加⼯を推奨します。
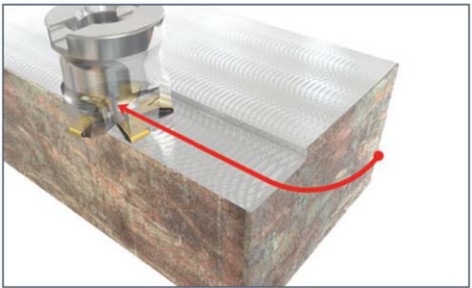
スムーズな加⼯アプローチ
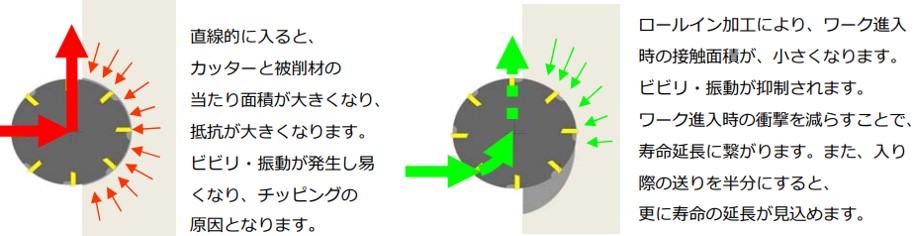
・切削の開始時はロールイン加⼯が適しています。
カッターの軌道が円弧を描きながらワークに接触を開始することで、
切屑の厚みは、次第に⼤きくなり、抜け際の切屑厚みが薄くなります。
この加⼯⽅法により、加⼯が安定し、⼯具の寿命が延⻑、ビビリや振動を抑制します。







切削お役立ち情報№140です。今回はアップカットとダウンカットについてです。
切削お役立ち情報№139です。今回はスクウェアエンドミのねじれ角についてです。
切削お役立ち情報№138です。今回はスクエアエンドミルの刃数による使い分けになります。
切削お役立ち情報NO.137です。今回からはエンドミルについての豆知識となります。
切削お役立ち情報No.136です。今回は剛性の低いワーク加工のワンポイントアドバイスになります。
切削お役立ち情報NO.135です。前回と同じくプランジ加工の解説で、補足情報になります。
切削お役立ち情報NO.134です。プランジ加工は上手く加工にあてはまると、生産性が大きく改善されます。
切削お役立ち情報No.133 肩削り加工でのビビり対策となります。

「日程の調整が難しい…」「来るのはちょっと…」というお客様もご安心ください!
tomakichiでは、zoomやGoogle MEETを用いた、オンライン相談も承っております!
※他のWeb会議システムにも対応可能です。
ご希望の方は、上記お問い合わせフォームの「オンライン商談を希望」にチェックを入れてください
