tomakichiコラム
ミーリング加⼯について⑥
切削お役立ち情報 No.103
たまに、こんな質問があります。
90度カッターを持っているが、90度カッターで平⾯削りをしても良いか︖
「はい、⼤丈夫です。しかし、⻑寿命を希望される場合は、45度カッターを推奨します。」
これは、どのような理由からでしょうか︖ 下記にてご説明致します。
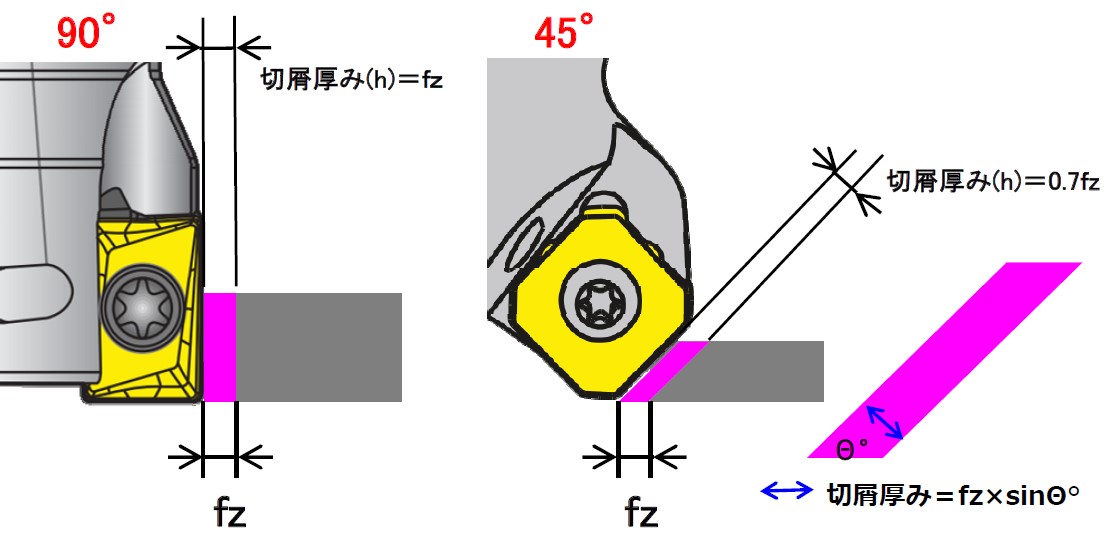
ポイントは、切屑厚みです。切屑厚みが⼤きくなると切削抵抗が⼤きくなります。
90度カッターの切屑厚み(h)は⼀刃当たりの送り(fz)と同じになります→h=fz。
<例︓⼀刃送り0.1㎜/tの時、切り屑厚みは0.1㎜>
45度カッターの切屑厚みは、90度カッターの70%になります。
単位切れ刃⻑さ当たりの切削抵抗が減少し、⼯具寿命が⻑くなります。
<ポイント>
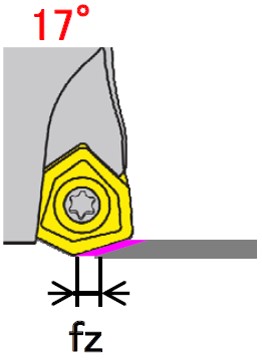
1刃当たりの送りが同じであっても、カッターの⾓度によって、切り屑厚みは異なります。
例: ⼀刃送りfz=0.1㎜のときの切屑厚み。
90°︓0.1㎜ 45°︓0.07㎜、17°︓0.03㎜ の切屑厚みになる。
→切屑厚みが薄くなると、切削抵抗は低くなる。







切削お役立ち情報№140です。今回はアップカットとダウンカットについてです。
切削お役立ち情報№139です。今回はスクウェアエンドミのねじれ角についてです。
切削お役立ち情報№138です。今回はスクエアエンドミルの刃数による使い分けになります。
切削お役立ち情報NO.137です。今回からはエンドミルについての豆知識となります。
切削お役立ち情報No.136です。今回は剛性の低いワーク加工のワンポイントアドバイスになります。
切削お役立ち情報NO.135です。前回と同じくプランジ加工の解説で、補足情報になります。
切削お役立ち情報NO.134です。プランジ加工は上手く加工にあてはまると、生産性が大きく改善されます。
切削お役立ち情報No.133 肩削り加工でのビビり対策となります。

「日程の調整が難しい…」「来るのはちょっと…」というお客様もご安心ください!
tomakichiでは、zoomやGoogle MEETを用いた、オンライン相談も承っております!
※他のWeb会議システムにも対応可能です。
ご希望の方は、上記お問い合わせフォームの「オンライン商談を希望」にチェックを入れてください
