tomakichiコラム
ミーリング加⼯について④
切削お役立ち情報 No.101
前回と同様、正⾯フライス⼯具の機能説明(形状について)です。
今回は、アキシャルレーキ⾓(A・R)(軸⽅向すくい⾓)に更に詳しく、ご説明します。
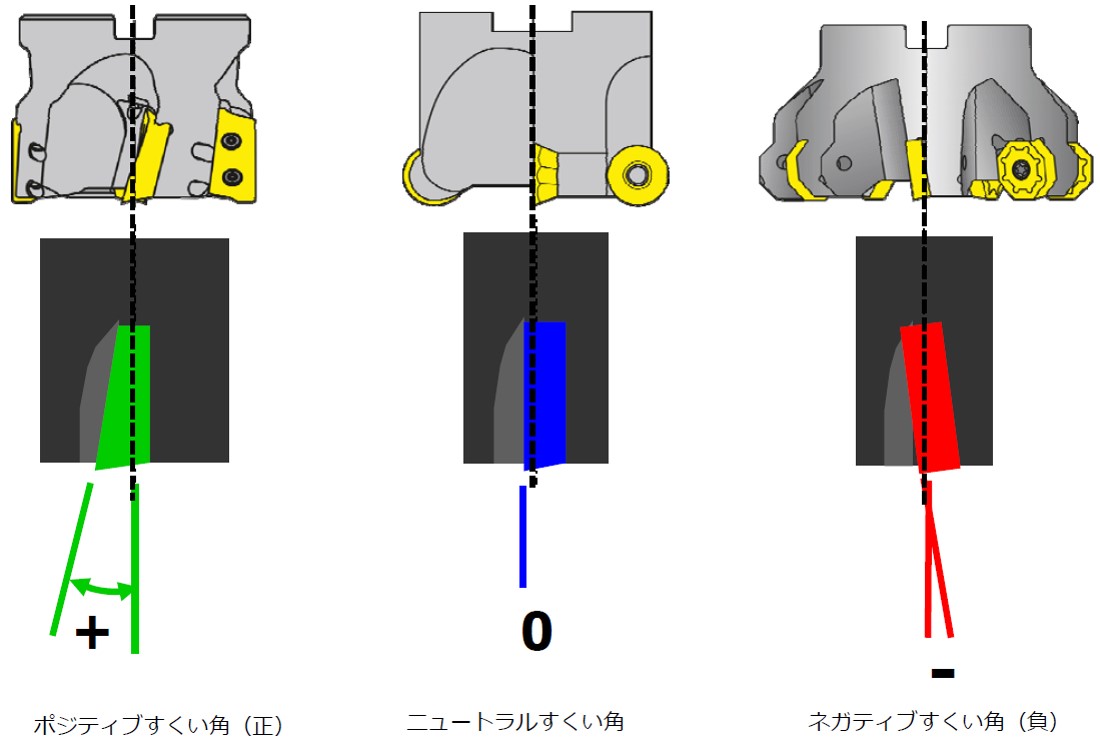
ポジティブすくい⾓のカッタは、ネガティブすくい⾓のカッタよりも、性能(切れ味・切削動⼒・耐溶着性)が優れる場合が多いです。
(刃先強度はネガタイプの⽅が勝るので、寿命はネガタイプの⽅が優れる場合が多いです。)
しかし、ネガティブすくい⾓の場合、チップが裏表で使えるため、コーナー数が多い=コーナー単価が安い、
傾向にありますので、それも選択肢に含めて、ご検討ください。








切削お役立ち情報№140です。今回はアップカットとダウンカットについてです。
切削お役立ち情報№139です。今回はスクウェアエンドミのねじれ角についてです。
切削お役立ち情報№138です。今回はスクエアエンドミルの刃数による使い分けになります。
切削お役立ち情報NO.137です。今回からはエンドミルについての豆知識となります。
切削お役立ち情報No.136です。今回は剛性の低いワーク加工のワンポイントアドバイスになります。
切削お役立ち情報NO.135です。前回と同じくプランジ加工の解説で、補足情報になります。
切削お役立ち情報NO.134です。プランジ加工は上手く加工にあてはまると、生産性が大きく改善されます。
切削お役立ち情報No.133 肩削り加工でのビビり対策となります。

「日程の調整が難しい…」「来るのはちょっと…」というお客様もご安心ください!
tomakichiでは、zoomやGoogle MEETを用いた、オンライン相談も承っております!
※他のWeb会議システムにも対応可能です。
ご希望の方は、上記お問い合わせフォームの「オンライン商談を希望」にチェックを入れてください
