tomakichiコラム
ベンツのテールランプの秘密
切削お役立ち情報 No.28

|
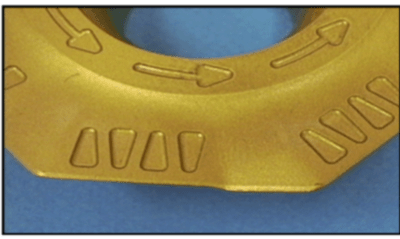
昔のベンツのテールランプは、上の写真のように凹凸のある形状でした。これは、タイヤが泥水を跳ね上げて、テールランプが汚れた場合でも、ブレーキランプの点灯が後続車に容易に認識されるための工夫です。泥水で汚れても、凸部分に汚れが載るだけで、凹部分は汚れず、ブレーキランプの点灯が見えるようにする仕組みです。切削工具のチップにも、この凹凸は、利用されています。下記の写真、イラストが判り易いと思います。チップ寿命にお困りの方は、すくい面に下記のような凹凸がついたものを一度利用してみては、いかがでしょうか? 値段も変わらないものが多いので、お得だと思います。
|
76チップはすくい面がリブ構造で切削がベタ当たりせず、熱が伝わり難いので、チップ寿命が延長されます。 |

次回は、「ラフィング刃の効用」についてです。







切削お役立ち情報№140です。今回はアップカットとダウンカットについてです。
切削お役立ち情報№139です。今回はスクウェアエンドミのねじれ角についてです。
切削お役立ち情報№138です。今回はスクエアエンドミルの刃数による使い分けになります。
切削お役立ち情報NO.137です。今回からはエンドミルについての豆知識となります。
切削お役立ち情報No.136です。今回は剛性の低いワーク加工のワンポイントアドバイスになります。
切削お役立ち情報NO.135です。前回と同じくプランジ加工の解説で、補足情報になります。
切削お役立ち情報NO.134です。プランジ加工は上手く加工にあてはまると、生産性が大きく改善されます。
切削お役立ち情報No.133 肩削り加工でのビビり対策となります。

「日程の調整が難しい…」「来るのはちょっと…」というお客様もご安心ください!
tomakichiでは、zoomやGoogle MEETを用いた、オンライン相談も承っております!
※他のWeb会議システムにも対応可能です。
ご希望の方は、上記お問い合わせフォームの「オンライン商談を希望」にチェックを入れてください
