tomakichiコラム
ドリルの理想的な切り屑とは?
切削お役立ち情報 No.44
ドリル加工は、狭い穴の中で、切り屑をつくります。そして、ドリルの狭い溝(フルート)を介して、切り屑を外排出します。その切り屑排出を容易するかが、ドリル加工の鍵となります。 ドリル加工は、加工箇所が見えないため、加工音を聞き、切り屑を観察し、適切な切削条件を得て、切り屑をコントロールした者が、ドリル加工の勝者となります。

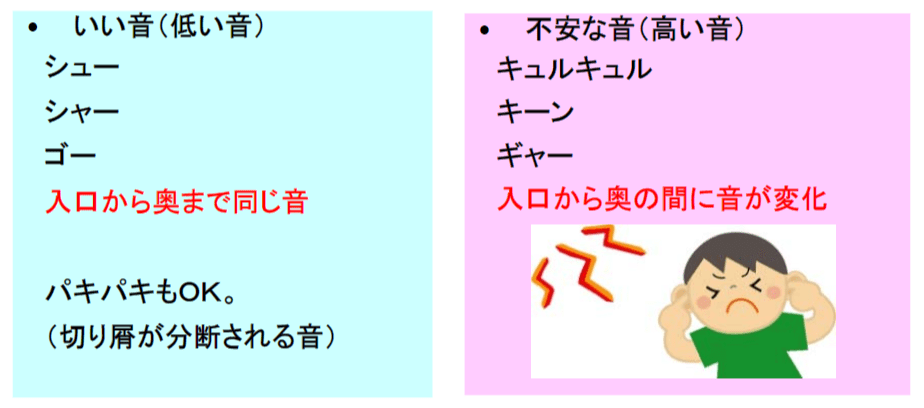
詰まることなく排出されるときは、切り屑の形状は、許容範囲内です。これを確認する最適な方法は、加工音です。●連続音(いい音 低い音)が聞こえる場合は、切りくず排出は良好!!。●断続音は切りくずの詰まり。異常音(高い音)がする場合は、詰まりが原因の可能性があります。切り屑形状をチェックしましょう。
次回は、「理想的な切屑を得るための条件設定」についてです。







切削お役立ち情報№141です。今回はダウンカットについてです。
切削お役立ち情報№140です。今回はアップカットとダウンカットについてです。
切削お役立ち情報№139です。今回はスクウェアエンドミのねじれ角についてです。
切削お役立ち情報№138です。今回はスクエアエンドミルの刃数による使い分けになります。
切削お役立ち情報NO.137です。今回からはエンドミルについての豆知識となります。
切削お役立ち情報No.136です。今回は剛性の低いワーク加工のワンポイントアドバイスになります。
切削お役立ち情報NO.135です。前回と同じくプランジ加工の解説で、補足情報になります。
切削お役立ち情報NO.134です。プランジ加工は上手く加工にあてはまると、生産性が大きく改善されます。

「日程の調整が難しい…」「来るのはちょっと…」というお客様もご安心ください!
tomakichiでは、zoomやGoogle MEETを用いた、オンライン相談も承っております!
※他のWeb会議システムにも対応可能です。
ご希望の方は、上記お問い合わせフォームの「オンライン商談を希望」にチェックを入れてください
