tomakichiコラム
ドリルの摩耗と切削条件の関係性
切削お役立ち情報 No.41
今回は、ドリルの摩耗について、説明致します。ドリル刃先の摩耗は、大きく分けて、下記の3つになります。
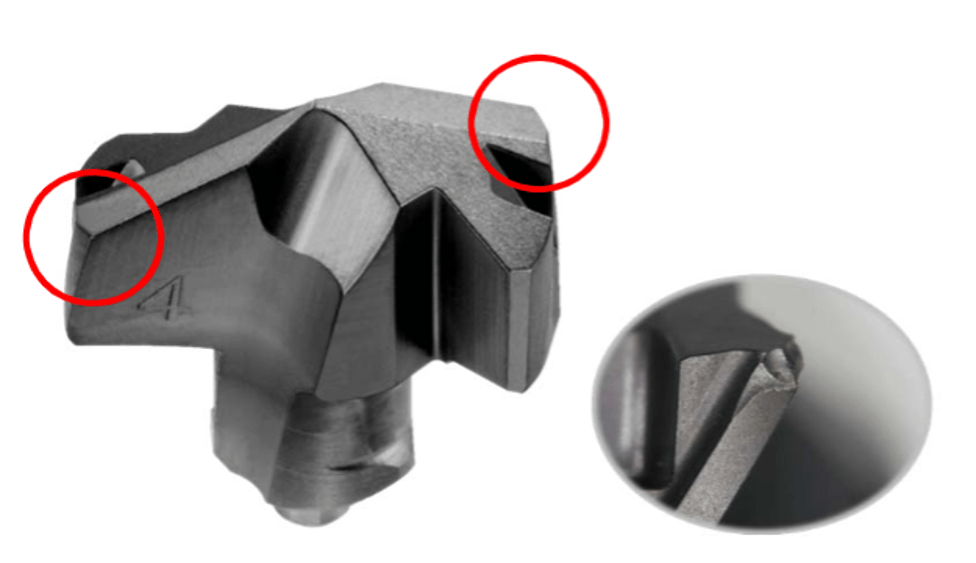
①切れ刃外周の摩耗、もしくは欠け
切削速度が速すぎるか、送りが小さすぎる。切削速度を落とし、送りをUPする。
また、摩耗・欠けが多い場合は、ドリルが振れていないか、確認する。振れを20μ以内に抑える。
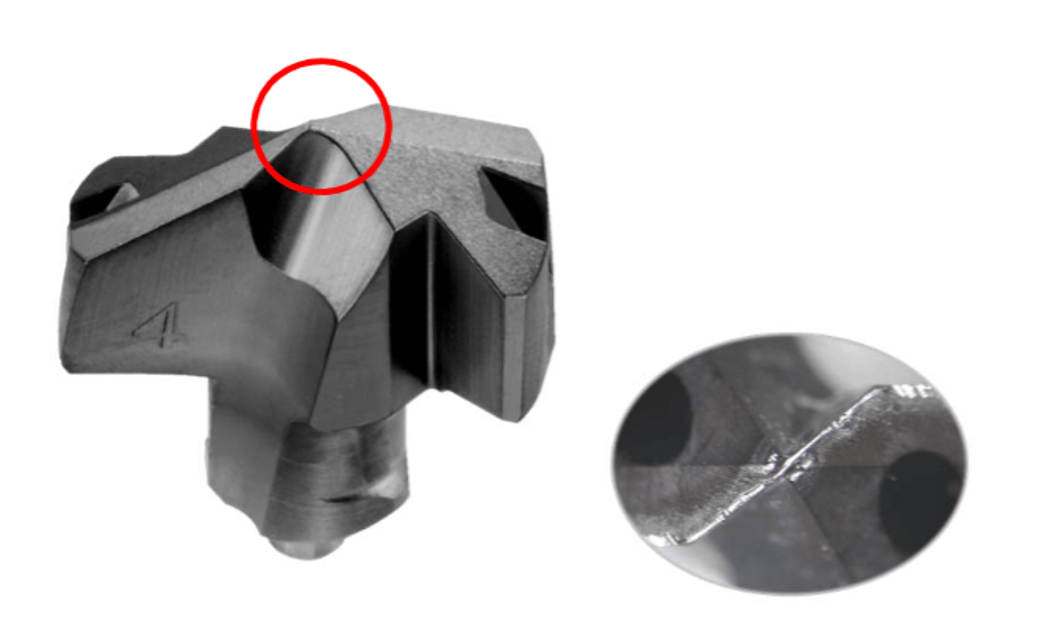
②チゼルエッジが損傷しているが、外周刃に異常がない
推力(ワークに押し付ける力)がかかりすぎている。送りが大きすぎるか、切削速度が遅すぎる。
③外周刃とチゼルエッジが均一に摩耗 →OK
摩耗量が0.2-0.3mmを超えると、寿命です。
いかがでしょうか?
ドリル加工は、加工部分が見えず、判断がし辛い加工です。そのため、上記のように、工具、もしくは切り屑をみて、最適な切削条件を探らなければなりません。
次回は、「おむすび穴・ライフリングについて」についてです。







切削お役立ち情報№140です。今回はアップカットとダウンカットについてです。
切削お役立ち情報№139です。今回はスクウェアエンドミのねじれ角についてです。
切削お役立ち情報№138です。今回はスクエアエンドミルの刃数による使い分けになります。
切削お役立ち情報NO.137です。今回からはエンドミルについての豆知識となります。
切削お役立ち情報No.136です。今回は剛性の低いワーク加工のワンポイントアドバイスになります。
切削お役立ち情報NO.135です。前回と同じくプランジ加工の解説で、補足情報になります。
切削お役立ち情報NO.134です。プランジ加工は上手く加工にあてはまると、生産性が大きく改善されます。
切削お役立ち情報No.133 肩削り加工でのビビり対策となります。

「日程の調整が難しい…」「来るのはちょっと…」というお客様もご安心ください!
tomakichiでは、zoomやGoogle MEETを用いた、オンライン相談も承っております!
※他のWeb会議システムにも対応可能です。
ご希望の方は、上記お問い合わせフォームの「オンライン商談を希望」にチェックを入れてください
