tomakichiコラム
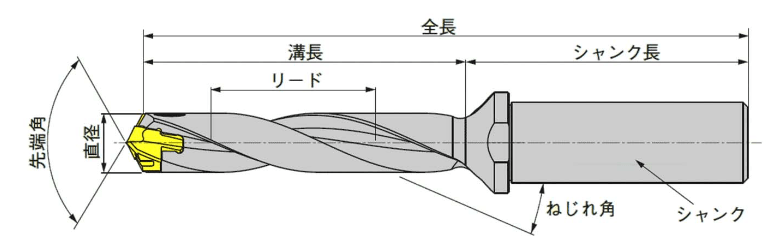
ドリルの名称と名前の由来
切削お役立ち情報 No.47
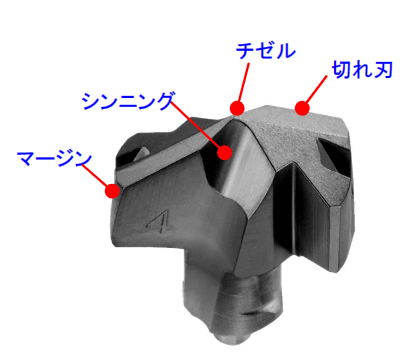
◆チゼル
ドリルの先端部は、加工中、切削速度が0m/minになります。その為、被削材を押し潰す様な形になり、切削抵抗の50~70%をこの部分が発生させています。英語でChiselと書き、のみ、たがねの意味があります。
◆マージン
ドリルの最外周部になり、加工径を左右する箇所です。また、加工時は、ガイド機能を果たす為、マージン幅が大きい程、穴精度や加工面精度が良好になる傾向があります。ただし、ワークとの接触面積は広がる為、切削抵抗の増加に繋がるため、大きすぎるのも問題です。英語で Marginと書き、へり、ふちの意味があります。
◆シンニング
通常、ドリルには、チゼルという切れ味が鈍く、被削材に押しつけるように切削してしまう部分が存在します。当然、切削抵抗が高い(スラストが高い)ドリルは進入しにくくなります。そのため、この部分に切れ刃を設け、切削抵抗を軽減することがシンニングの役割です。英語でThinningと書き、薄くする、細くする意味があります。芯厚を薄くしていることから来ています。
◆もう一つのドリル
ドリルのもう一つの意味に「反復練習、訓練」の意味があります。ドリルはぐるぐる回転しますが、この動きが反復練習として、知識を深めることに似ているというのが由来です。
◆ドリル加工はキリと表記される
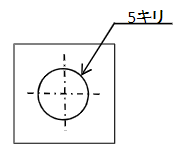
上図のように、図面では穴加工を「キリ」と表記します。これは、木工作業で使用する錐(きり)に由来しています。
次回は、「センタリング(もみつけ)の角度」についてです。







切削お役立ち情報№140です。今回はアップカットとダウンカットについてです。
切削お役立ち情報№139です。今回はスクウェアエンドミのねじれ角についてです。
切削お役立ち情報№138です。今回はスクエアエンドミルの刃数による使い分けになります。
切削お役立ち情報NO.137です。今回からはエンドミルについての豆知識となります。
切削お役立ち情報No.136です。今回は剛性の低いワーク加工のワンポイントアドバイスになります。
切削お役立ち情報NO.135です。前回と同じくプランジ加工の解説で、補足情報になります。
切削お役立ち情報NO.134です。プランジ加工は上手く加工にあてはまると、生産性が大きく改善されます。
切削お役立ち情報No.133 肩削り加工でのビビり対策となります。

「日程の調整が難しい…」「来るのはちょっと…」というお客様もご安心ください!
tomakichiでは、zoomやGoogle MEETを用いた、オンライン相談も承っております!
※他のWeb会議システムにも対応可能です。
ご希望の方は、上記お問い合わせフォームの「オンライン商談を希望」にチェックを入れてください
