tomakichiコラム
センタリング(もみつけ)の角度について②
切削お役立ち情報 No.49
前回は、センタリング(もみつけ)についての話でした。意外と見落としがちですので、今回は、事例を紹介しながら、再度、センタリングの重要性をご紹介致します。
<例>
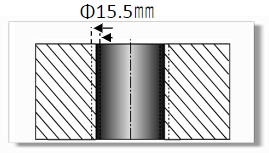
イスカルのスモウカム15.0㎜を使用したが、穴径が15.5㎜と大きくなってしまう。(ホルダーは5*D。被削材はSUS304。立型MCでの加工)→スモウカムは使えない。→最近購入したΦ9, Φ13.5も返品したい。イスカル営業の条件提案も穴径に変化なし(Φ15.5㎜のまま)。5*Dホルダーで、もみつけ無しで加工しているので、振れが発生しているのでは無いか?と推察。そこで、1.5*Dの短いホルダーで、センタリング加工を提案。そうすると、加工径がΦ15.05-15.1㎜以内に必ず収まるようになり、問題解決しました。
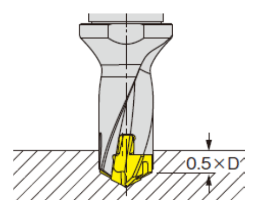
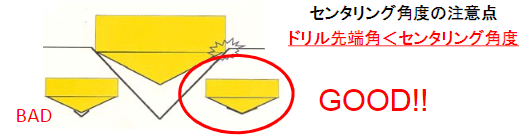
◆1.5*Dホルダーでもみつけすることにより、振れがなくなり、また、同じヘッドを使うことで、先端角度が同じとなり、中心に食いつくようになった。
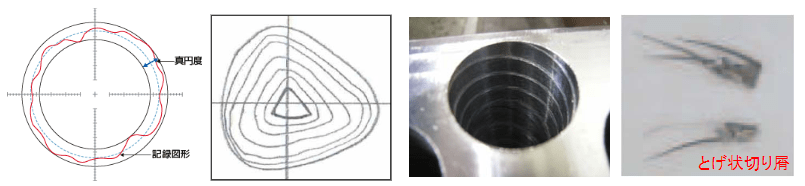
◆下記のように、真円度不良、おむすび形状の穴(奇数角穴)、らせん状の傷が入るツールマーク(ライフリング)が出たら、振れを疑ってください。また、ライフリングが原因で、切れ刃でないマージン部で切削を行なってしまい、発生してしまう、とげ状の切り屑も振れが要因です。ドリル折損の可能性が高くなるので、条件の見直し(送り量アップ)も必要となってきます。
次回は、「リーマ加工の原理について①」です。







切削お役立ち情報№140です。今回はアップカットとダウンカットについてです。
切削お役立ち情報№139です。今回はスクウェアエンドミのねじれ角についてです。
切削お役立ち情報№138です。今回はスクエアエンドミルの刃数による使い分けになります。
切削お役立ち情報NO.137です。今回からはエンドミルについての豆知識となります。
切削お役立ち情報No.136です。今回は剛性の低いワーク加工のワンポイントアドバイスになります。
切削お役立ち情報NO.135です。前回と同じくプランジ加工の解説で、補足情報になります。
切削お役立ち情報NO.134です。プランジ加工は上手く加工にあてはまると、生産性が大きく改善されます。
切削お役立ち情報No.133 肩削り加工でのビビり対策となります。

「日程の調整が難しい…」「来るのはちょっと…」というお客様もご安心ください!
tomakichiでは、zoomやGoogle MEETを用いた、オンライン相談も承っております!
※他のWeb会議システムにも対応可能です。
ご希望の方は、上記お問い合わせフォームの「オンライン商談を希望」にチェックを入れてください
