tomakichiコラム
カッターの刃数について
切削お役立ち情報 No.37
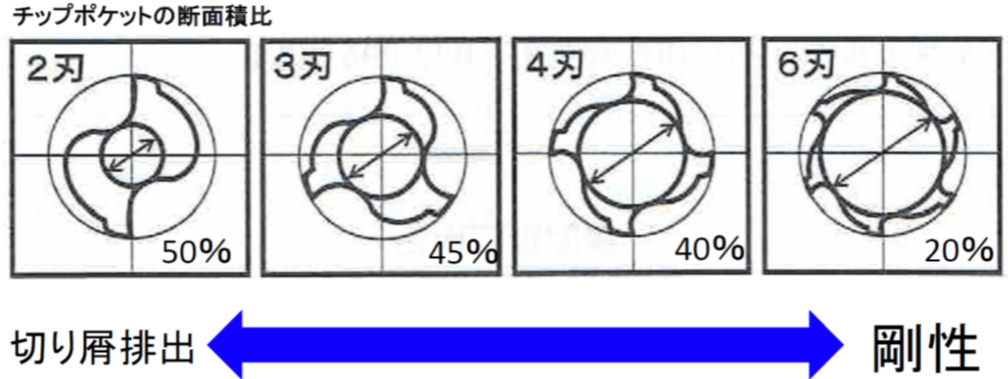
前回は、同径のエンドミルでも、2枚刃、3枚刃、4枚刃と何種類もレパートリーがあり、刃数が増える毎に、剛性・加工能率は上がりますが、切り屑排出性は下がっていくことを説明しました。それぞれに長所と短所を持っているため、状況に応じて、使い分けることが必要です。
これは、カッターにも言えることです。
同径のカッターにも、刃数が複数種類あります。こちらは、刃数の少ないカッターを「コースピッチ」、刃数の多いカッターを「ファインピッチ」と呼びます。場合によっては、さらに刃数が多いものを「エクストラファインピッチ」等と呼ぶメーカーもあるようです。
カッターの場合、刃数が多い(ファインピッチ)と、その分、送りが稼げるので、高能率加工向け。ただし、チップポケットが小さくなるので、切り屑排出が重要になってくるポケット加工や、溝加工には向きませんし、刃数が多いと、ビビリが発生しやすくなるので、クランプの弱い場所には向きません。逆に、コースピッチだと、加工時間はそこそこになりますが、刃数が少ない分、ビビリにくく、切り屑排出スペースが広いので、切り屑の噛み込みが少なくなります。
加工内容によって、カッターを使い分けて、能率の良い(コストバランスの良い)加工を目指しましょう!!

次回は、「ドリルの剛性について」です。







切削お役立ち情報№140です。今回はアップカットとダウンカットについてです。
切削お役立ち情報№139です。今回はスクウェアエンドミのねじれ角についてです。
切削お役立ち情報№138です。今回はスクエアエンドミルの刃数による使い分けになります。
切削お役立ち情報NO.137です。今回からはエンドミルについての豆知識となります。
切削お役立ち情報No.136です。今回は剛性の低いワーク加工のワンポイントアドバイスになります。
切削お役立ち情報NO.135です。前回と同じくプランジ加工の解説で、補足情報になります。
切削お役立ち情報NO.134です。プランジ加工は上手く加工にあてはまると、生産性が大きく改善されます。
切削お役立ち情報No.133 肩削り加工でのビビり対策となります。

「日程の調整が難しい…」「来るのはちょっと…」というお客様もご安心ください!
tomakichiでは、zoomやGoogle MEETを用いた、オンライン相談も承っております!
※他のWeb会議システムにも対応可能です。
ご希望の方は、上記お問い合わせフォームの「オンライン商談を希望」にチェックを入れてください
