tomakichiコラム
おむすび穴・ライフリングについて
切削お役立ち情報 No.42
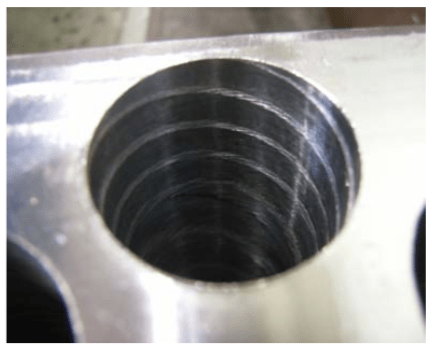
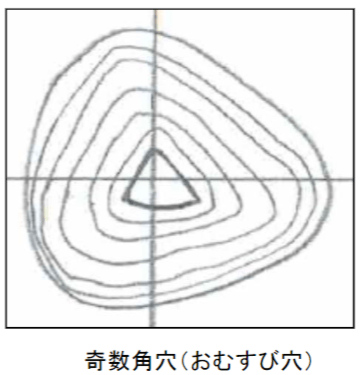
ドリル加工で、右の写真のようにラセン状の傷が入る場合があります。この現象をライフリングと呼びます。また、入り口の穴形状が多角形状(三角形・五角形)になる場合、形状がおむすびに似ているので、おむすび穴と言われます。
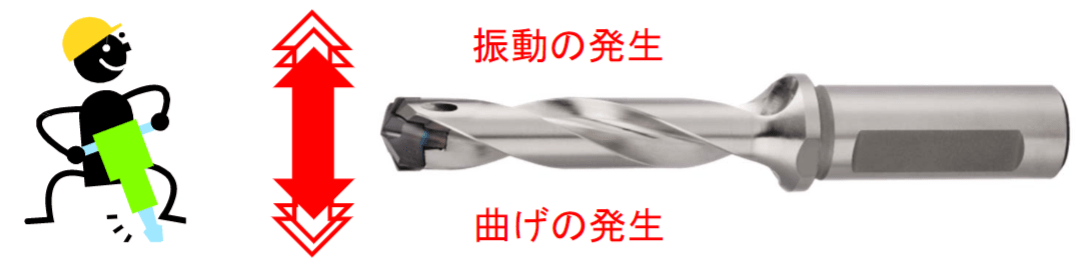
2枚の切れ刃で、バランスをとって加工しますが、振れが発生し、左右の切れ刃のバランスが崩れます。そして、それぞれの切れ刃の方向に交互に曲げられながら加工が行われることで、ライフリング(おむすび穴)が発生します。ハイスや、溝長が長いドリルで特に発生しやすいです。(剛性が弱いドリル)
振れと振動による曲がりが大きな要因となりますので、下記対策が必要です。
①取り付け振れ精度の改善
②剛性を上げる。溝長を短くする。ハイスから超硬にする。
③送りが遅すぎないか?
送りが遅すぎると、切れ刃のホーニング部で加工してしまうため、切削抵抗が大きくなり、振動が発生。 また、切り屑も切れず、切り屑づまりが起こり、結果として、振動が発生しやすくなります。
次回は、「ライフリングマークを防げ!!」についてです。







切削お役立ち情報№140です。今回はアップカットとダウンカットについてです。
切削お役立ち情報№139です。今回はスクウェアエンドミのねじれ角についてです。
切削お役立ち情報№138です。今回はスクエアエンドミルの刃数による使い分けになります。
切削お役立ち情報NO.137です。今回からはエンドミルについての豆知識となります。
切削お役立ち情報No.136です。今回は剛性の低いワーク加工のワンポイントアドバイスになります。
切削お役立ち情報NO.135です。前回と同じくプランジ加工の解説で、補足情報になります。
切削お役立ち情報NO.134です。プランジ加工は上手く加工にあてはまると、生産性が大きく改善されます。
切削お役立ち情報No.133 肩削り加工でのビビり対策となります。

「日程の調整が難しい…」「来るのはちょっと…」というお客様もご安心ください!
tomakichiでは、zoomやGoogle MEETを用いた、オンライン相談も承っております!
※他のWeb会議システムにも対応可能です。
ご希望の方は、上記お問い合わせフォームの「オンライン商談を希望」にチェックを入れてください
